
-


-


Whatsapp

Ведущий крупнотоннажный микрореактор
Что ж, прокрупнотоннажный микрореактор говорят много, но часто это больше маркетинговый ход, чем реальное решение. Вроде бы, 'микро' и 'крупнотоннажный' – вещи несовместимые. На деле же, понимание этой двойственности – ключ к эффективному применению подобных устройств. Нельзя просто взять стандартный микрореактор и умудриться на нём произвести тонны продукта, и наоборот – пытаться использовать огромный реактор для мини-серийного производства. Вот об этом и пойдет речь – о реальности, а не о рекламе.
Понимание сути: что такое 'крупнотоннажный микрореактор'?
Прежде чем углубляться в детали, стоит четко определить, что мы имеем в виду под крупнотоннажным микрореактором. Это не просто большой микрореактор. Это система, объединяющая в себе принципы микрореакторной технологии – высокая эффективность тепло- и массообмена, точный контроль параметров процесса, – с возможностями производства в масштабах, которые позволяют говорить о тоннах продукции в год. Речь идет о промышленных установках, использующих микрореакторные элементы, но оптимизированных для больших объемов. Это, скажем так, переходная стадия между лабораторным микрореактором и традиционным промышленным реактором.
Часто встречается путаница с просто 'микрореактором'. Микрореакторы используются в основном для исследований, разработки новых процессов, небольшого масштабирования. Но когда речь заходит о промышленном производстве, важно учитывать не только характеристики самого реактора, но и всю систему – от подачи реагентов до вывода готового продукта. Именно комплексный подход отличает крупнотоннажный микрореактор.
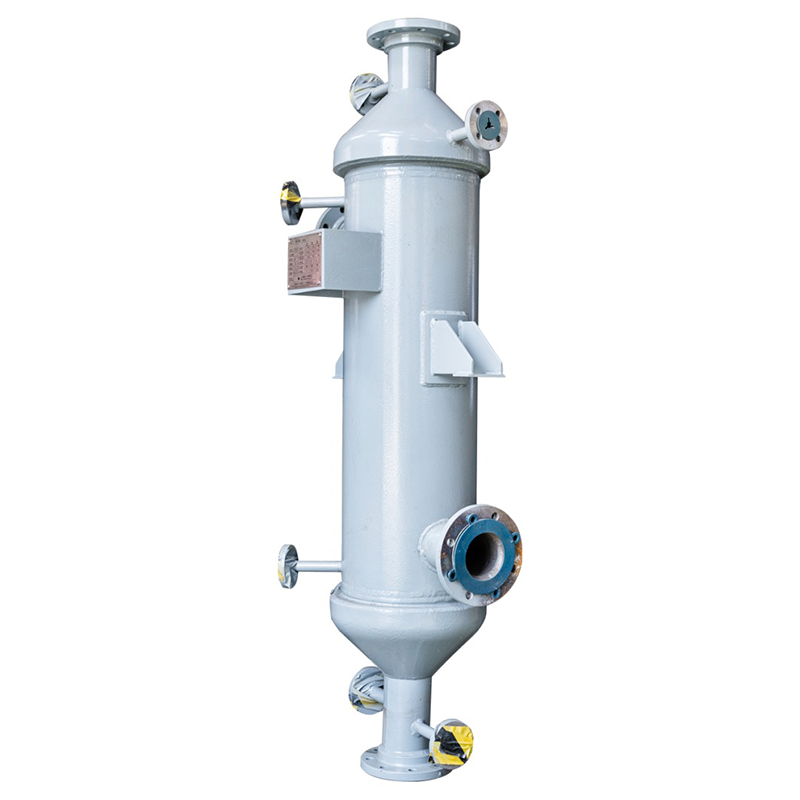
Конструктивные особенности и материалы
Конструкция таких реакторов – это сложная задача. Нужно обеспечить высокую пропускную способность, надежность и, конечно же, безопасность. Большинство современных крупнотоннажных микрореакторов изготавливаются из нержавеющей стали специального назначения, часто с применением сплавов, устойчивых к агрессивным средам. Используются различные системы охлаждения и нагрева, от жидкостных до тепловых труб с регулируемым потоком теплоносителя. Особое внимание уделяется автоматизации процессов, контролю и мониторингу параметров на каждой стадии.
Заметил, что у многих производителей, особенно не российских, в спецификациях часто отсутствует информация о допустимых концентрациях реагентов и давлениях. Это критически важные параметры, которые напрямую влияют на безопасность и эффективность работы реактора. Без четких данных о допустимых пределах, использовать крупнотоннажный микрореактор в промышленном производстве рискованно. Нам, например, однажды попался реактор с 'заниженными' параметрами давления, и мы чуть не сорвали технологический процесс.
Применение и реальные примеры
Области применения крупнотоннажных микрореакторов очень широки. Они активно используются в фармацевтической промышленности для синтеза активных фармацевтических ингредиентов (API), в тонком органическом синтезе для производства специальных химикатов, а также в производстве полимеров и катализаторов. В последнее время все больше внимания уделяется применению этих устройств в области зеленой химии, в частности, для разработки и производства экологически чистых материалов.
Например, ООО Шанхай DODGEN по химической технологии (https://www.chemdodgen.ru/) активно работает в направлении разработки и внедрения новых технологий, в том числе и на основе принципов микрореакторной технологии. Их подход, направленный на сокращение выбросов углекислого газа и уменьшение загрязнения пластиком, вполне логичен и соответствует современным тенденциям в химической промышленности. Хотя, насколько мне известно, их решения больше ориентированы на разработку отдельных технологий, а не на производство готовых крупнотоннажных микрореакторов 'под ключ'. Но они, безусловно, являются важным игроком в этой области.
Особенности процессов в микрореакторах
Стоит отметить, что некоторые химические процессы в микрореакторах протекают иначе, чем в традиционных реакторах. Высокая площадь поверхности к объему позволяет достичь более высокой скорости реакции и селективности. Также, благодаря интенсивному перемешиванию, обеспечивается более равномерное распределение реагентов и температурное поле. Это может быть как преимуществом, так и недостатком, в зависимости от конкретного процесса. Например, в некоторых случаях, повышенная скорость реакции может привести к образованию нежелательных побочных продуктов.
Мы однажды пытались масштабировать процесс полимеризации в крупнотоннажном микрореакторе, и столкнулись с проблемой перегрева. Несмотря на наличие эффективной системы охлаждения, температура в реакторе продолжала расти, что привело к снижению выхода целевого продукта. Пришлось пересмотреть параметры процесса и оптимизировать систему охлаждения.
Проблемы и перспективы
Несмотря на очевидные преимущества, использование крупнотоннажных микрореакторов сопряжено с рядом проблем. Во-первых, это высокая стоимость оборудования. Во-вторых, это сложность проектирования и эксплуатации. Требуются специалисты с глубокими знаниями в области химической инженерии и микротехнологий. В-третьих, это проблема масштабирования. Не всегда удается просто увеличить размер лабораторного микрореактора до промышленного, часто требуются существенные изменения в конструкции и технологическом процессе.
Несмотря на эти трудности, перспективы развития крупнотоннажных микрореакторов выглядят очень многообещающе. С развитием технологий и снижением стоимости оборудования, они становятся все более доступными для широкого круга пользователей. Особенно перспективным представляется их применение в области зеленой химии, где они могут способствовать разработке более экологически чистых и эффективных процессов.
Будущее микрореакторных технологий
Думаю, мы увидим еще больше интеграции крупнотоннажных микрореакторов с системами автоматизации и машинного обучения. Это позволит оптимизировать процессы, снизить затраты и повысить безопасность. Например, можно будет использовать алгоритмы машинного обучения для прогнозирования выхода продукта и автоматической корректировки параметров процесса. Это, безусловно, откроет новые возможности для химической промышленности.
Также, я уверен, что будет продолжаться разработка новых материалов и конструкций для микрореакторов. Это позволит повысить их эффективность, надежность и долговечность. Ведь в конечном итоге, именно от качества оборудования зависит успех всего технологического процесса. В этом направлении, возможно, стоит обратить внимание на решения, предлагаемые ООО Шанхай DODGEN. Хотя, повторюсь, их специализация – скорее разработка отдельных технологий.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
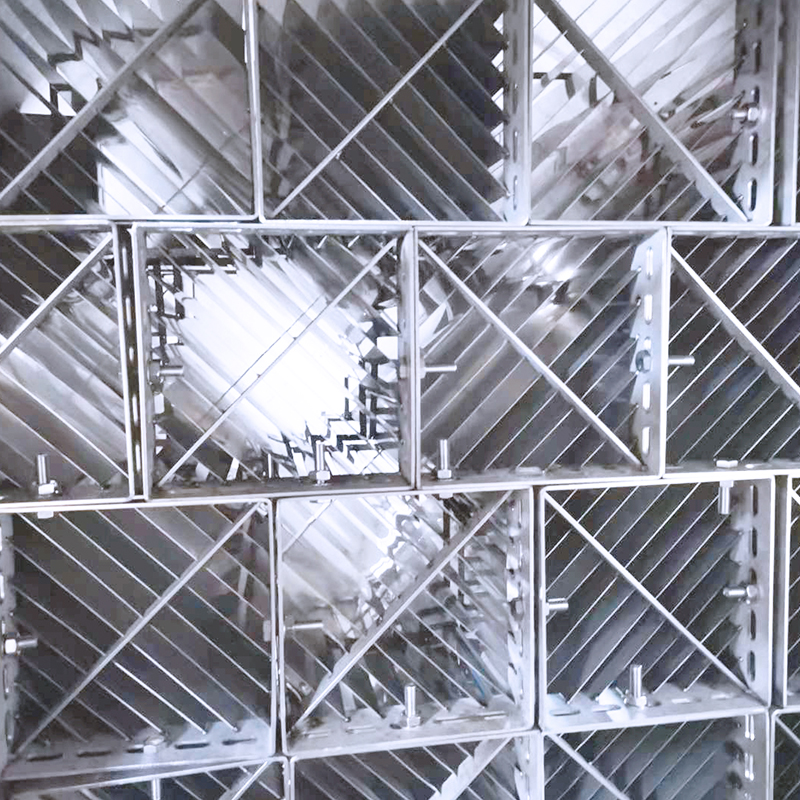
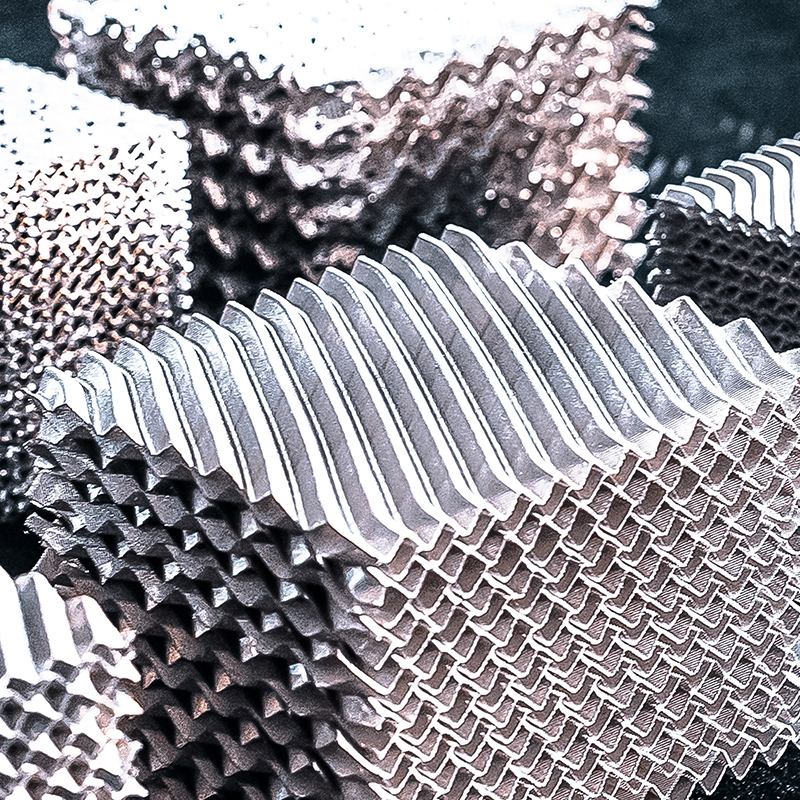 Структурированные насадки
Структурированные насадки -
 Растворитель в электролите
Растворитель в электролите -
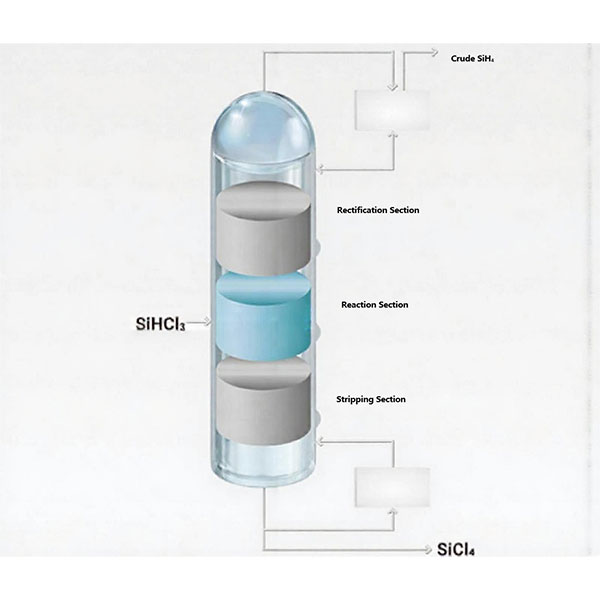
 Силан (SiH4)
Силан (SiH4) -
 Синильная кислота (HCN)
Синильная кислота (HCN) -
 Статическая кристаллизация расплава
Статическая кристаллизация расплава -
 Технология дистилляции
Технология дистилляции -
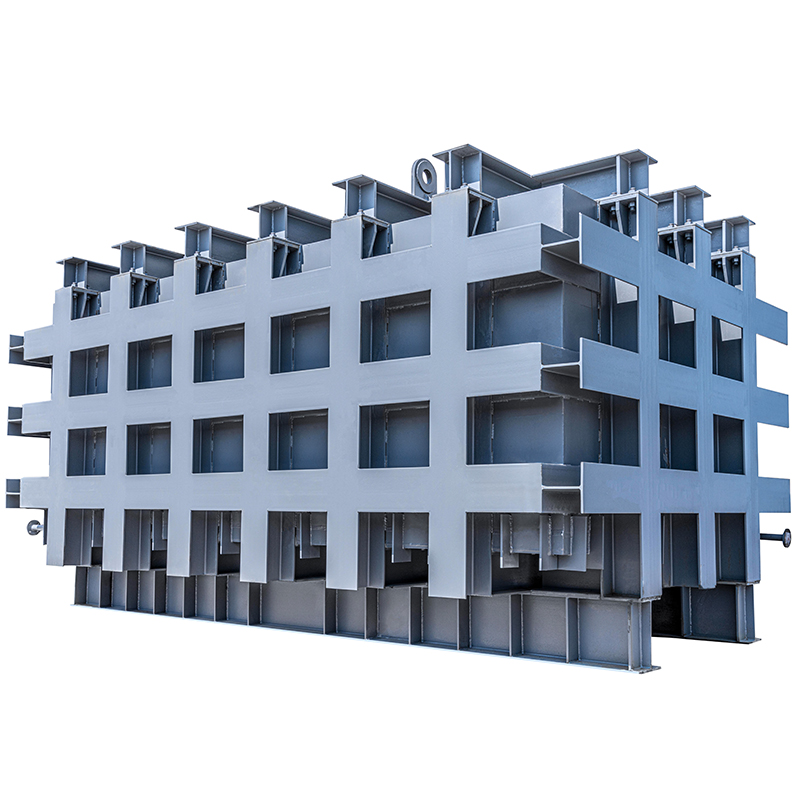
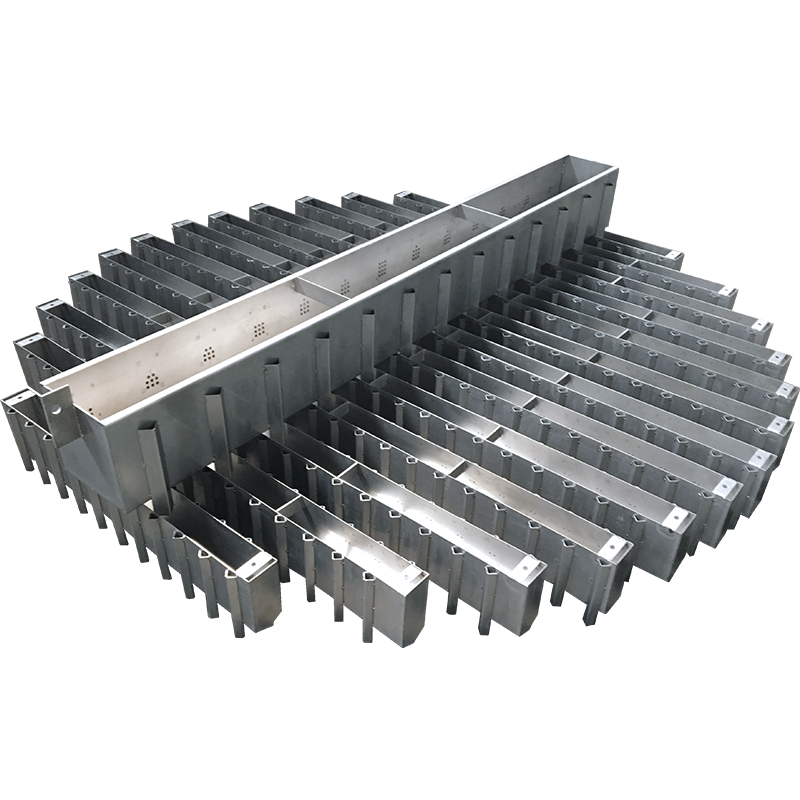 Внутренние части колонны
Внутренние части колонны -
 Статический смеситель
Статический смеситель -
 Технология удаления отходов
Технология удаления отходов -
 DODGEN Cakapak насадка с катализатором
DODGEN Cakapak насадка с катализатором -
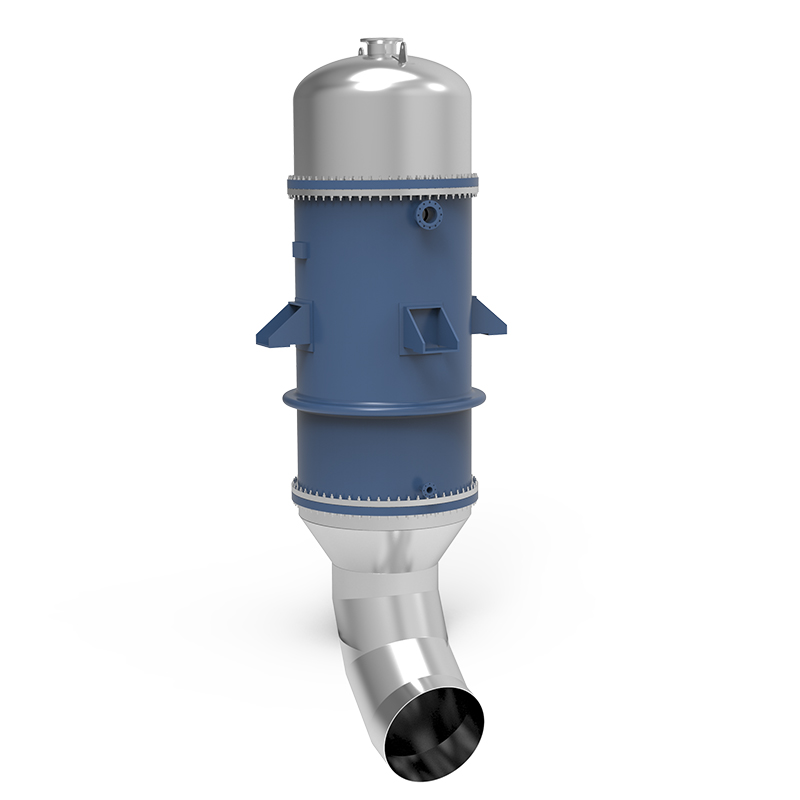
 Газожидкостный сепаратор
Газожидкостный сепаратор -
 Технология выпаривания
Технология выпаривания
Связанный поиск
Связанный поиск- Ребойлер с падающей пленкой
- Внутренние части колонна ректификации
- Завод по производству кристаллизаторов
- Высокоэффективность рентабельность инвестиций для удаления летучих компонентов
- Высококачественный расплавленный кристалл акриловой кислоты
- Удаление летучих компонентов полиолефина
- Лучший статический смеситель в китае
- Чрезмерная обработка и удаление летучих компонентов остаточных мономеров полимера
- Превосходный плавильный кристаллизатор для кристаллизации рафинированного нафталина
- Высокоэффективность оборудование для удаления летучих компонентов из полиолефиновых эластомеров