
-


-


Whatsapp

Высококачественный внутренние части колонна ректификации
Все мы слышали про важность внутренних частей колонн ректификации для качества конечного продукта. Но часто разговоры об этом сводятся к общим фразам о материалах и точности изготовления. А вот о реальных сложностях, о тонкой грани между 'хорошо' и 'отлично', о том, как один незначительный параметр может повлиять на всю эффективность процесса – об этом говорят реже. Полагаю, большинство специалистов сталкиваются с похожими ситуациями: хочется добиться максимальной производительности и чистоты, а реальность зачастую оказывается полна компромиссов и неожиданных проблем. Именно об этих компромиссах и о том, как их минимизировать, я и хотел бы поделиться.
Проблема выбора материалов: не только цена
Вопрос материала – это, конечно, отправная точка. Часто при выборе внутренних частей колонн ректификации, особенно для крупнотоннажного производства, остановиваются на нержавеющей стали – из-за ее долговечности и коррозионной стойкости. Это логично. Но, как показывает практика, просто 'нержавейка' – это еще не гарантия. Разные марки стали, разные покрытия, разные методы обработки поверхности – все это оказывает влияние на эффективность. Мы неоднократно сталкивались с ситуацией, когда дешевая, но неправильно подобранная нержавеющая сталь приводила к ускоренной коррозии в определенных зонах колонны, что, в свою очередь, ухудшало качество продукта и сокращало срок службы оборудования. Важно понимать, что нельзя просто брать первый попавшийся материал, нужно тщательно анализировать состав и свойства, особенно учитывая состав перерабатываемого сырья.
Еще один интересный момент – влияние примесей. Даже небольшое количество нежелательных элементов в составе материала может существенно снизить его характеристики. Например, наличие серы в нержавеющей стали может привести к образованию сернистых соединений, которые не только ухудшают качество дистиллята, но и способствуют коррозии. Поэтому при выборе материалов необходимо учитывать не только их основные свойства, но и наличие потенциальных примесей, и их влияние на процесс ректификации.
Точность изготовления: критически важный параметр
Помимо материала, огромное значение имеет точность изготовления внутренних частей колонн ректификации. Насколько точно выполнена геометрия, насколько ровны поверхности, насколько мало отклонений от заданных размеров – все это влияет на эффективность разделения. Малейшая неровность может стать дефектом, приводящим к образованию 'хвоста' или 'голов', ухудшению чистоты продукта и повышению энергозатрат. Мы имеем опыт работы с компаниями, которые использовали стандартные внутренние части колонн ректификации, закупленные у разных поставщиков. Результат был предсказуем: нестабильные результаты, постоянные корректировки процесса и необходимость регулярного обслуживания оборудования. Это, конечно, требует дополнительных затрат и затрудняет оперативное управление производством.
Современные технологии производства, такие как лазерная резка, чипы и ультразвуковая обработка, позволяют добиться высочайшей точности изготовления внутренних частей колонн ректификации. Это, разумеется, требует больших инвестиций, но в долгосрочной перспективе окупается за счет повышения эффективности процесса и снижения затрат на обслуживание.
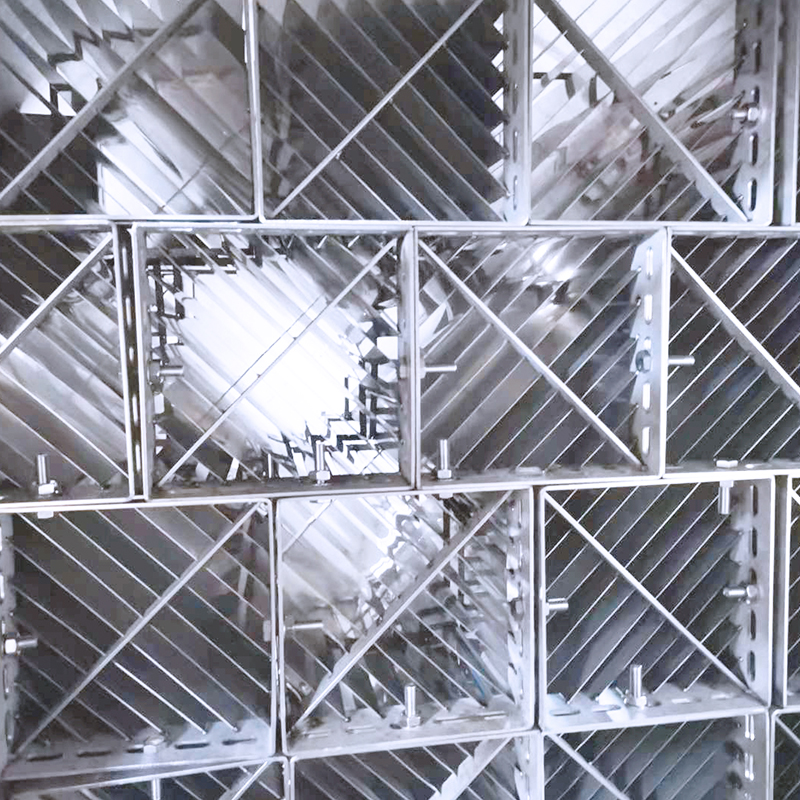
Особенности конструкции насадок: оптимизация площади поверхности
Конструкция насадок – это еще один важный аспект, который нельзя недооценивать. Различные типы насадок (например, трубчатые, свободные, шаровые) отличаются разной площадью поверхности и разной степенью эффективности. Выбор типа насадок должен быть основан на особенностях перерабатываемого сырья и требованиях к качеству конечного продукта. В некоторых случаях приходится идти на компромиссы, и выбор насадок является сложной задачей, требующей глубоких знаний и опыта.
Мы имеем опыт оптимизации конструкции насадок для конкретных производственных задач. Например, в одном из проектов нам удалось увеличить площадь поверхности насадок за счет изменения геометрии труб, что привело к повышению эффективности разделения и снижению энергопотребления на 15%. Это было достигнуто за счет совместной работы инженеров-технологов и специалистов по производству оборудования.
Проблемы с кавитацией и эрозией: непредвиденные факторы
Зачастую, проблемы с внутренними частями колонн ректификации возникают не из-за качества материала или точности изготовления, а из-за неправильной эксплуатации или неблагоприятных условий работы. Например, кавитация – образование паровых пузырьков в жидкости под воздействием высокой частоты колебаний – может привести к эрозии поверхности внутренних частей колонн ректификации, особенно в зонах, где напряженность потока наибольшая. Это быстро приводит к потере материала и ухудшению характеристик колонны.
Эрозия может возникать не только из-за кавитации, но и из-за наличия твердых частиц в потоке, абразивного воздействия жидкости и неправильной установки колонны. Для предотвращения кавитации и эрозии необходимо тщательно контролировать параметры работы колонны, использовать специальные антикоррозионные добавки и выбирать оборудование, способное выдерживать высокие нагрузки.
Мониторинг состояния: предупреждение проблем
Регулярный мониторинг состояния внутренних частей колонн ректификации – это ключевое условие для предотвращения потенциальных проблем. Использовать можно различные методы: визуальный осмотр, ультразвуковой контроль, рентгенографию и анализ жидкости. Своевременное обнаружение дефектов позволяет принять меры по их устранению до того, как они приведут к серьезным последствиям. В настоящее время все чаще используются системы непрерывного мониторинга, которые позволяют отслеживать состояние колонны в режиме реального времени.
Наши специалисты разработали специальную методику мониторинга состояния внутренних частей колонн ректификации, которая позволяет выявлять ранние признаки дефектов и планировать ремонтные работы заранее. Это значительно снижает риск непредвиденных остановок и позволяет поддерживать высокий уровень производительности оборудования.
Выводы и рекомендации
В заключение хочется сказать, что выбор внутренних частей колонн ректификации – это сложный и многогранный процесс, требующий учета многих факторов. Нельзя ограничиваться только ценным или характеристиками материала. Важно учитывать точность изготовления, конструкцию насадок, условия эксплуатации и возможность мониторинга состояния. И, конечно, необходимо иметь опыт и знания, чтобы сделать правильный выбор.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Испаритель c падающей пленкой
Испаритель c падающей пленкой -
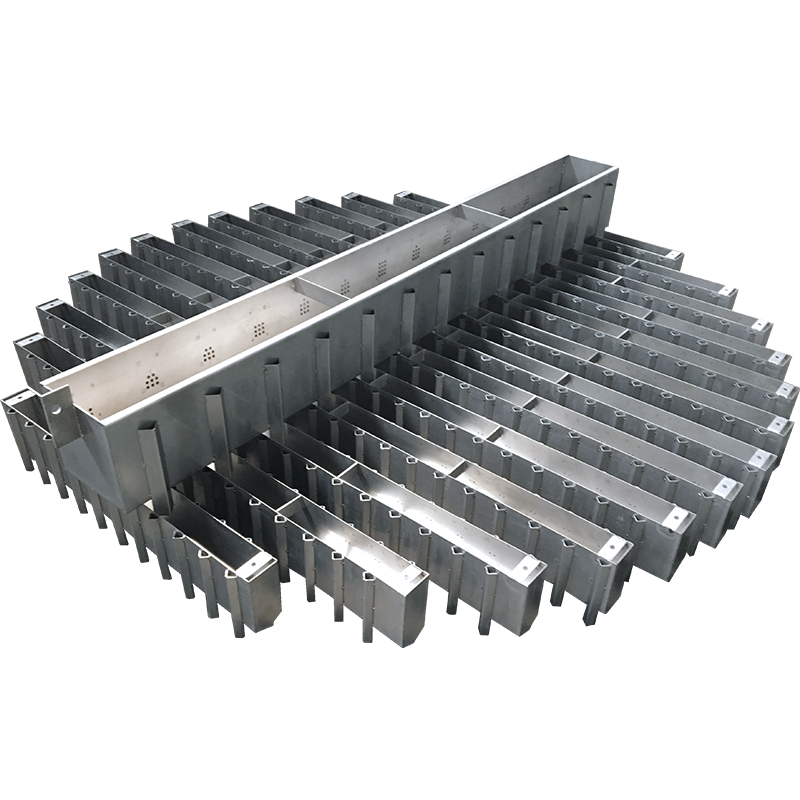 Внутренние части колонны
Внутренние части колонны -
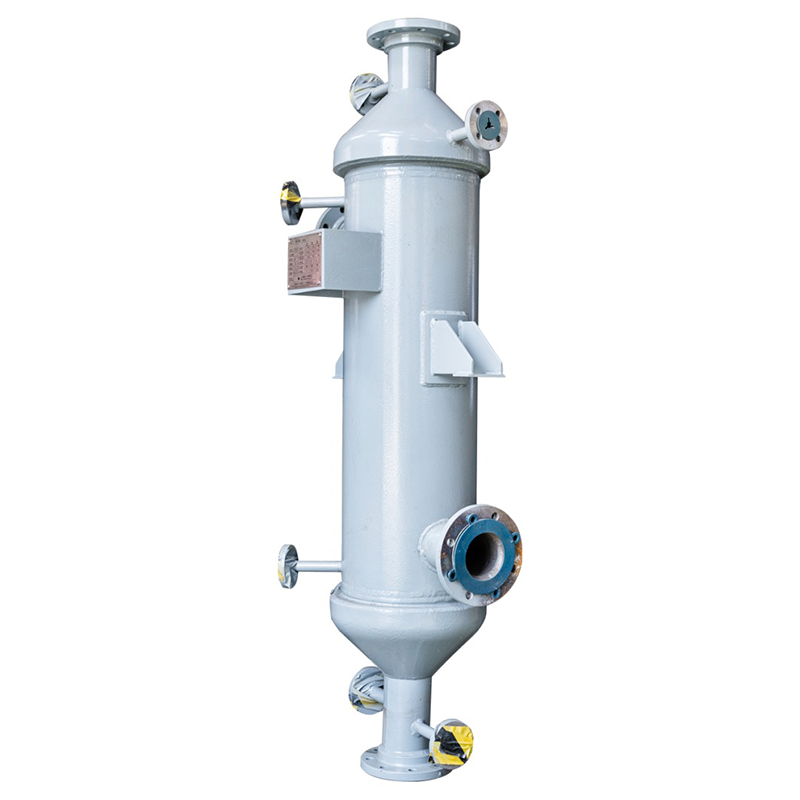
 Газожидкостный сепаратор
Газожидкостный сепаратор -
 Полигликолевая кислота (PGA)
Полигликолевая кислота (PGA) -
 Полимолочная кислота (PLA)
Полимолочная кислота (PLA) -
 Реакционная ректификация
Реакционная ректификация -
 Метилметакрилат (MMA)
Метилметакрилат (MMA) -
 Ферроцианид натрия
Ферроцианид натрия -
 Кристаллизатор для динамического плавления
Кристаллизатор для динамического плавления -
 Виниленкарбонат (VC)
Виниленкарбонат (VC) -
 Метионин
Метионин -
 Дифторсульфонимид (LIFSI)
Дифторсульфонимид (LIFSI)
Связанный поиск
Связанный поиск- Канальный смеситель
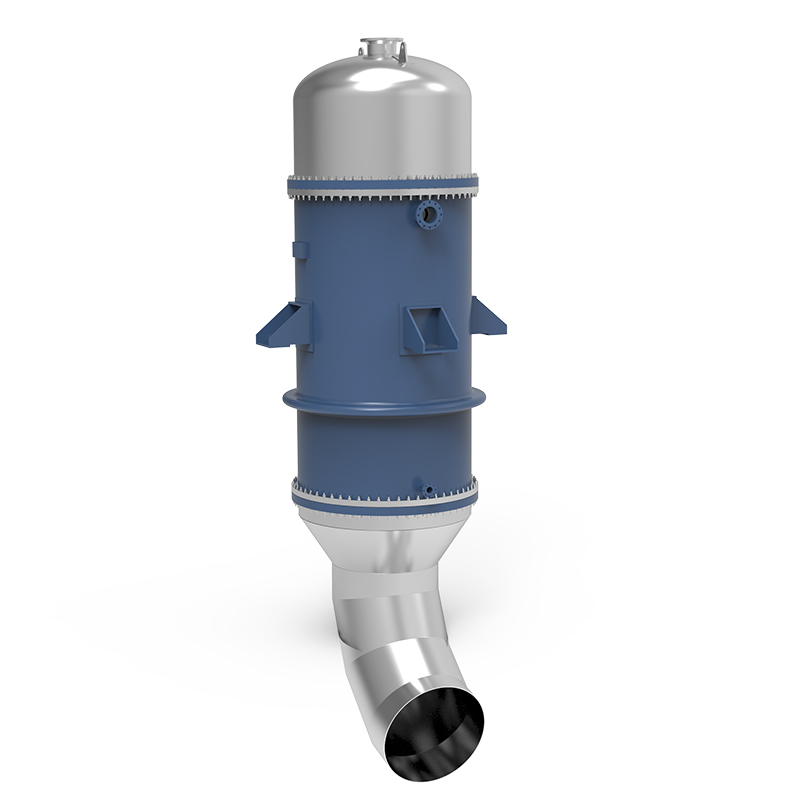
- Высококачественный центробежный газожидкостный сепаратор
- Высококачественный кристаллизация расплава фосфорной кислоты электронного качества
- Высокоэффективность контроль температуры для удаления летучих компонентов
- Ведущий оборудование для удаления летучих компонентов poe
- Ведущий оборудование для удаления летучих компонентов из полимеров
- Ведущий система удаления летучих компонентов высоковязких полимеров
- Ведущий внутренние части трубного смесителя
- Ведущий полимеризационный реактор c кольцевым открыванием
- Оборудование для кристаллизации пластинчатых расплавов