
-


-


Whatsapp

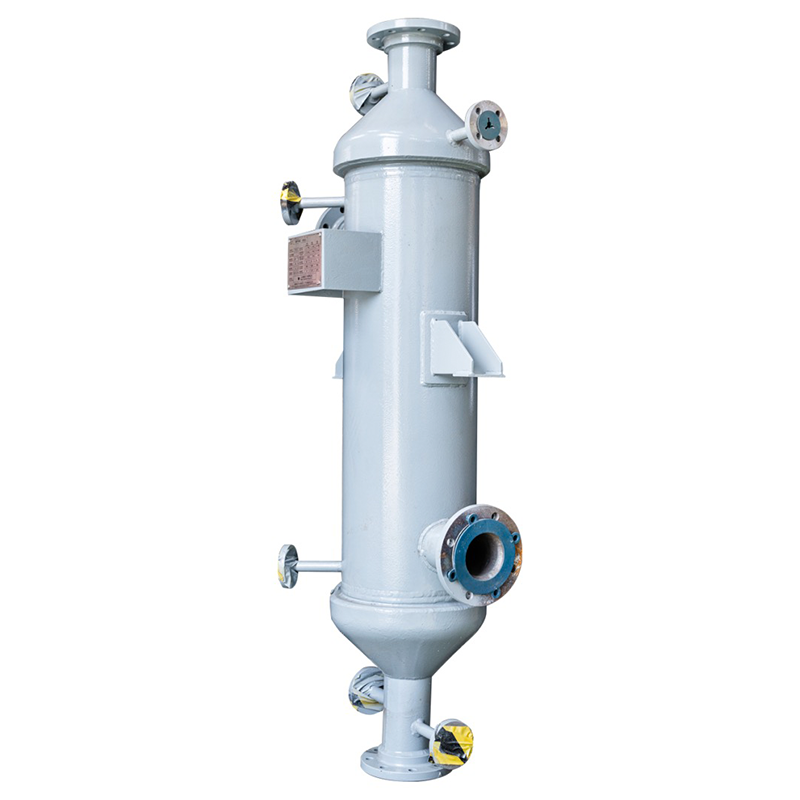
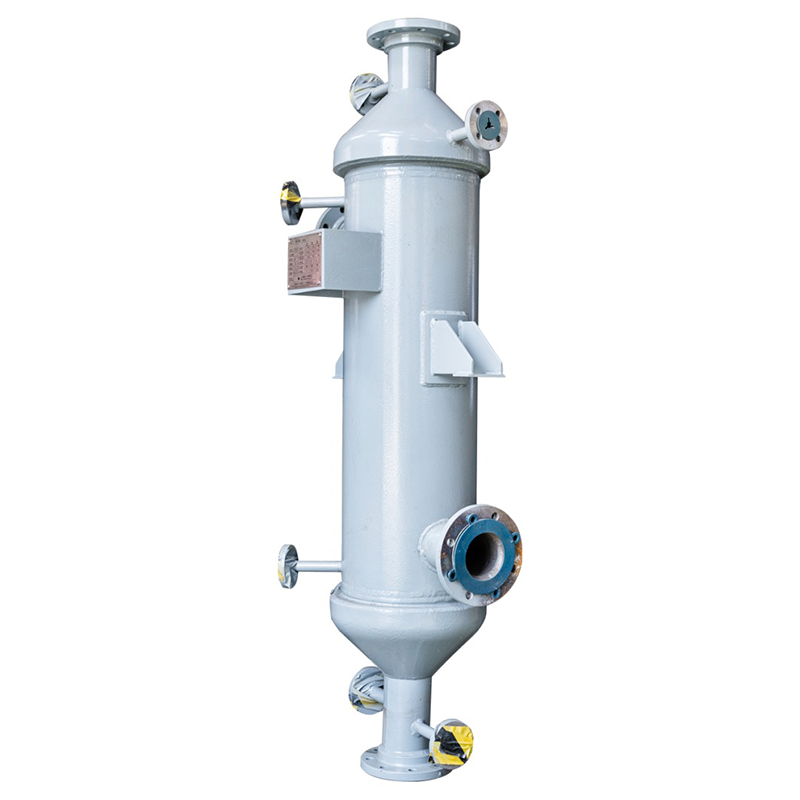
Высокоэффективность контроль температуры для удаления летучих компонентов
Все мы в той или иной степени сталкивались с проблемой удаления летучих органических соединений (ЛОС). Часто начинается с простого 'просто проветрить'. Но это, как правило, недостаточно – затратно, долго, и не всегда эффективно. Вопрос не в том, что проблема не решаема, а в том, что эффективное решение – это комплексный подход, где ключевую роль играет, безусловно, высокоэффективность контроль температуры. Это не просто поддержание нужной температуры, а точный и динамичный контроль, оптимизированный для конкретного процесса и состава.
Проблема и распространенные ошибки
Часто вначале мы фокусируемся на выборе фильтров, адсорбентов, или даже на изменениях в технологическом процессе, пренебрегая одним из самых фундаментальных факторов – температурой. Забываем, что ЛОС имеют разную температуру кипения, и не всем одинаково легко удалять их из смеси. Или, наоборот, применяем избыточное нагревание, что приводит к потере продукта, увеличению энергозатрат и, возможно, к образованию новых нежелательных соединений. Помню один случай с производством клеев – попытка просто увеличить температуру на стадии испарения ЛОС привела к ухудшению качества конечного продукта. Оказалось, неправильная температура разрушала полимерную матрицу.
Еще одна распространенная ошибка – недостаточное понимание термодинамики процесса. Простое 'нагреть выше температуры кипения' – это, конечно, лучше, чем ничего, но это далеко не оптимально. Не учитывается давление, скорость потока воздуха, теплообменные характеристики оборудования. А если еще добавить, что состав смеси ЛОС постоянно меняется, то это уже задача для серьезного контроля.
Роль точного контроля температуры
Высокоэффективность контроль температуры – это не просто поддержание определенной величины. Это способность быстро реагировать на изменения в процессе, динамически корректировать температуру для достижения максимальной эффективности. Это достигается за счет использования современных систем автоматизации, датчиков температуры высокой точности, и алгоритмов управления, учитывающих множественные параметры.
Например, в процессах рекуперации ЛОС (возврат ЛОС из отработанного воздуха) необходимо тщательно контролировать температуру конденсации и последующего испарения. Слишком низкая температура – низкая эффективность рекуперации. Слишком высокая – потеря продукта. Здесь важна точная настройка цикла нагрева и охлаждения, а также учет теплообмена между различными этапами процесса.
Реальные примеры применения
Мы в ООО Шанхай DODGEN по химической технологии (https://www.chemdodgen.ru) часто сталкиваемся с задачами удаления ЛОС в различных отраслях: от производства красок и лаков до фармацевтики и косметики. Например, недавно работали с предприятием, которое выпускает полиуретановые клеи. Проблема была в высокой концентрации ЛОС в отработанном воздухе и проблемах с соблюдением экологических норм. Изначально они использовали традиционную систему рекуперации, но эффективность была низкой. Мы предложили им систему с высокоэффективность контроль температуры, включающую в себя теплообменник с регулируемой температурой и систему автоматического управления, основанную на моделировании тепловых процессов. Результат – снижение выбросов ЛОС на 80% и экономия энергии на 30%. Это была не просто замена оборудования, это изменение подхода к решению проблемы.
В другом случае, работали с компанией, производящей парфюмерные композиции. Задача была в удалении летучих ароматических веществ в процессе производства. Здесь важно было не только удалить ЛОС, но и сохранить их уникальный состав. Мы использовали систему с индивидуальным контролем температуры для каждого этапа процесса, что позволило избежать перегрева и разрушения ценных компонентов. Это потребовало более сложной настройки, но результат стоил того – сохранение качества продукции и соответствие требованиям потребителей.
Современные решения и тенденции
В последнее время все большее распространение получают системы с использованием термоэлектрических генераторов (TEG) для получения дополнительной энергии из тепловых потоков. Это позволяет снизить энергозатраты на высокоэффективность контроль температуры и сделать процесс более экологичным. Также активно развиваются системы с использованием искусственного интеллекта (ИИ) для оптимизации тепловых процессов в режиме реального времени. ИИ анализирует данные от датчиков температуры, давления, скорости потока и других параметров, и автоматически корректирует настройки оборудования для достижения максимальной эффективности.
Интеграция с системами мониторинга качества воздуха
Крайне важно, чтобы система высокоэффективность контроль температуры была интегрирована с системами мониторинга качества воздуха. Это позволяет не только контролировать эффективность удаления ЛОС, но и оперативно реагировать на любые отклонения от нормы. Система может автоматически регулировать температуру и другие параметры процесса, если уровень ЛОС в воздухе превышает допустимые значения.
Применение современных датчиков температуры
Современные датчики температуры обладают высокой точностью и надежностью, что позволяет получать достоверные данные о температуре в процессе. Также существуют датчики, которые могут измерять температуру распределенную по поверхности, что позволяет выявлять неравномерность нагрева и оптимизировать работу системы.
Цифровизация и удаленный мониторинг
Все больше предприятий переходят на цифровые системы управления, которые позволяют удаленно мониторить состояние оборудования и управлять процессом. Это повышает эффективность работы и снижает риск аварий. Также цифровизация позволяет собирать данные о работе системы и анализировать их для выявления узких мест и оптимизации процессов.
Заключение
В заключение хочу сказать, что высокоэффективность контроль температуры – это не просто технологическая задача, это комплексный подход, требующий глубокого понимания термодинамики процесса, современных технологий автоматизации и квалифицированного персонала. Это инвестиция в эффективность, экологичность и надежность производства. И, как показывает наш опыт, правильно реализованная система контроля температуры может значительно повысить рентабельность предприятия и помочь ему соответствовать требованиям экологических норм.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты



Связанный поиск
Связанный поиск- Наполнитель с неправилами
- Ведущий компания по производству статических смесителей
- Высококачественный крупнотоннажный микрореактор
- Цена кристаллизатора для плавления падающей пленки
- Высококачественный лучший статический смеситель в китае
- Известный удаление летучих компонентов для капельной полосы
- Превосходный оборудование для кристаллизации пластинчатых расплавов
- Превосходный оборудование для разделения и очистки
- Листовая гофрированный наполнитель
- Ведущий устройство для удаления летучих компонентов