
-


-


Whatsapp

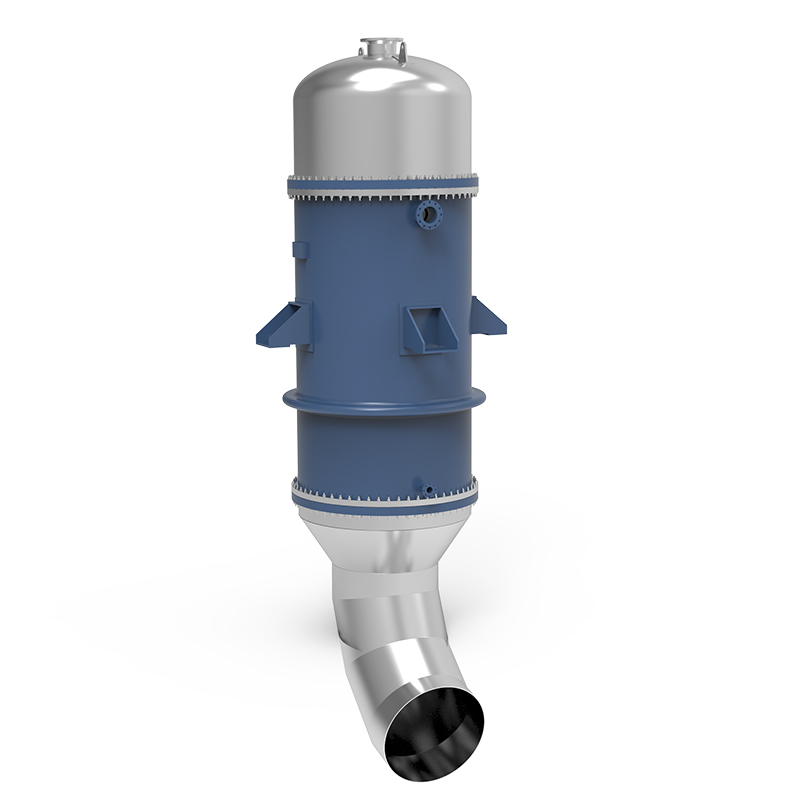
Известный удаление летучих компонентов поликапролактона
Проблема удаления летучих компонентов из поликапролактона (ПКА) – это, на мой взгляд, одна из самых 'больных' точек в производстве качественных изделий из этого полимера. Часто, особенно в попытках сократить время цикла или снизить затраты, предпринимаются попытки упростить процесс сушки, что, как правило, приводит к нежелательным последствиям: деформации, снижению механических свойств, увеличению количества непрореагировавшего мономера. И вот уже хочется вернуться к базовым принципам и переосмыслить подход к обработке.
Проблема и ее корни
Основная сложность заключается в природе этих летучих веществ. Это не просто вода, а сложные органические соединения, образующиеся в процессе полимеризации и последующей термической деградации. Они могут быть разных типов, отличаться температурой кипения и по-разному взаимодействовать с полимерной матрицей. Поэтому универсального решения, как правило, не существует. При стандартных методах сушки, например, в вакуумных печьях, часто недостаточно просто поднять температуру, чтобы эффективно удалить все летучие компоненты. Особенно это актуально для ПКА высокой молекулярной массы, где эти соединения могут удерживаться в структуре довольно прочно.
Я помню один случай – заказчик производил детали для автомобильной промышленности из ПКА, которые должны были выдерживать высокие температуры. Сначала использовали стандартную сушку при 80°C, но потом начали замечать, что детали деформируются после нескольких циклов нагрева. Позднее выяснилось, что недостаточно эффективное удаление летучих компонентов приводило к накоплению давления внутри детали и, как следствие, к деформации. К счастью, удалось найти более оптимальный режим сушки, хотя и с некоторыми корректировками в технологическом процессе.
Влияние на свойства готового продукта
Недостаточное удаление этих компонентов напрямую влияет на эксплуатационные характеристики готового изделия. Помимо деформации, это может проявляться в снижении прочности на растяжение, ударной вязкости и других важных параметрах. Вообще, это классика: все зависит от того, насколько качественно удалены примеси. Проверка качества сушки, как правило, включает в себя анализ остаточного содержания летучих веществ (например, методом Газовой хроматографии-масс-спектрометрии – GC-MS) и контроль механических свойств готового изделия.
Оптимизация процесса сушки: подход и методы
В нашей практике, а также, насколько я понимаю, у многих производителей ПКА, оптимизация процесса сушки включает несколько этапов. Первый – это, конечно, выбор оптимальной температуры и давления. Вакуумная сушка, как правило, является наиболее эффективным методом, но требует тщательного контроля параметров. Не стоит забывать и о роли скорости потока инертного газа. Хорошая циркуляция воздуха помогает более равномерно распределить тепло и удалить летучие компоненты.
Иногда, для улучшения результатов, применяют комбинированные методы сушки – например, сначала проводят предварительную сушку при более низкой температуре, а затем – вакуумную сушку при более высокой. Или, наоборот, используют сушку в контролируемой атмосфере, например, в атмосфере инертного газа, чтобы предотвратить окисление полимера. Реальный выбор зависит от конкретного типа ПКА, размеров деталей и требуемых характеристик готового продукта.
Применение адсорбентов
Еще один метод, который мы иногда используем, – это использование адсорбентов. В частности, активированный уголь или силикагель. Они способны абсорбировать летучие компоненты из полимера. Этот метод может быть полезен, когда требуется удалить небольшое количество летучих веществ или когда необходимо предотвратить их испарение во время хранения.
Однако, важно помнить, что адсорбенты имеют ограниченную емкость и со временем теряют свои адсорбционные свойства. Поэтому их необходимо периодически заменять или регенерировать. И, конечно, нужно учитывать, что добавление адсорбента может влиять на физико-механические свойства готового изделия. Например, активированный уголь может придавать изделию темный цвет.
Ошибки и предостережения
Во время работы с ПКА часто совершают следующие ошибки, которые приводят к проблемам с удалением летучих компонентов. Во-первых, это слишком высокая температура сушки, которая может привести к деградации полимера и образованию новых, еще более летучих веществ. Во-вторых, это недостаточное время сушки, которое не позволяет удалить все летучие компоненты. В-третьих, это неправильный выбор типа сушильного оборудования, которое не обеспечивает необходимой циркуляции воздуха и вакуума.
Кроме того, важно учитывать, что разные партии ПКА могут иметь разное содержание летучих компонентов. Поэтому необходимо проводить предварительные испытания и оптимизировать режим сушки для каждой конкретной партии. Не стоит полагаться на общие рекомендации – в каждом конкретном случае требуется индивидуальный подход. Это, пожалуй, самая важная мысль. Высококачественное удаление летучих компонентов – это не просто техническая задача, это комплексный процесс, требующий глубокого понимания свойств материала и технологических процессов. ООО Шанхай DODGEN по химической технологии занимается разработкой и внедрением передовых технологий в области производства полимеров, и мы всегда готовы предложить нашим клиентам оптимальные решения для решения любых проблем, связанных с обработкой ПКА.
Недавно у нас был интересный случай, когда заказчик пытался использовать старый, изношенный вакуумный насос для сушки ПКА. Он считал, что просто нужно увеличить время сушки, но в итоге только усугубил проблему. Старый насос не обеспечивал достаточного вакуума, и летучие компоненты не удалялись должным образом. Пришлось заменить насос на новый, более мощный, и только тогда удалось добиться желаемого результата. Так что, даже на первый взгляд незначительная деталь может оказать большое влияние на конечный результат.
Мониторинг и контроль качества
Поэтому важно внедрить систему мониторинга и контроля качества на всех этапах производства. Это включает в себя измерение температуры, давления, скорости потока воздуха, а также анализ образцов готового продукта на содержание летучих веществ и механические свойства. Без этого невозможно обеспечить стабильно высокое качество изделий из ПКА. В рамках своей работы, мы применяем комплексный подход, включающий в себя не только технические решения, но и обучение персонала и контроль технологического процесса.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты







Связанный поиск
Связанный поиск- Известный производственная линия по удалению летучих компонентов
- Высококачественный оборудование для удаления летучих компонентов
- Высокоэффективность ребристый кристаллизатор
- Превосходный оборудование для статического плавления кристаллизаторов
- Пошаговая кристаллизация
- Превосходный центробежный газожидкостный сепаратор
- Превосходный устройство для удаления летучих компонентов
- Ведущий устройство для химической рекуперации и удаления летучих компонентов
- Высокоэффективность экстракционная установка
- Колонн ректификации