
-


-


Whatsapp

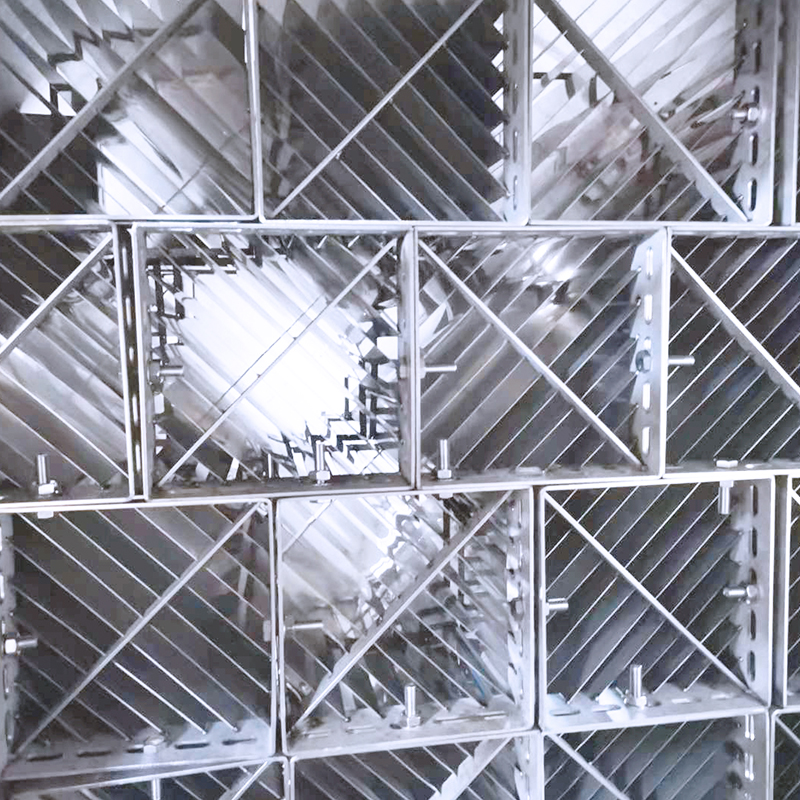
каталитическая структурированная насадка
Если честно, когда слышишь 'каталитическая структурированная насадка', первое, что приходит в голову — очередная дорогая 'штука' от западных поставщиков, которая обещает чудеса эффективности, а на деле создаёт одни головные боли с забиванием и неравномерным потоком. Многие до сих пор считают её просто более продвинутой альтернативой случайной засыпке, но суть-то не в форме, а в самом принципе структурирования каталитически активной фазы. Это не насадка в классическом понимании, а, скорее, реакторный блок в миниатюре, где геометрия ячейки жёстко определяет гидродинамику, а значит — и селективность процесса. Вот на этом часто 'прокалываются', пытаясь сэкономить на проектировании под конкретную реакцию.
От теории к практике: где кроется подвох?
Взять, к примеру, процессы дегидрирования в нефтехимии. Теоретически, структурированный блок с нанесённым катализатором должен давать фантастический прирост по выходу за счёт идеального ламинарного потока и минимального обратного смешения. На бумаге — да. Но когда мы начали тесты на одной из установок, столкнулись с классической проблемой: малейшие колебания в составе сырья, и начинается локальный перегрев в отдельных каналах. Катализатор спекается, активность падает пятнами, а не равномерно. Получается, что сама структура, которая должна стабилизировать процесс, при неидеальных условиях работает как усилитель неравномерности. Пришлось пересматривать не столько саму насадку, сколько систему подогрева и контроля на входе.
Или другой аспект — механическая прочность. Казалось бы, керамика или металлокерамика — должны стоять вечно. Но в циклических процессах с частыми термоударами (нагревы-охлаждения) микротрещины в материале носителя появляются неминуемо. Через пару лет эксплуатации в некоторых блоках мы наблюдали отслоение активного слоя именно по этим трещинам. Это не брак производства, это фундаментальная проблема: коэффициент теплового расширения каталитического покрытия и материала основы редко совпадают идеально. Производители об этом умалчивают, предлагая 'универсальные решения'.
Здесь стоит упомянуть подход компании ООО Шанхай DODGEN по химической технологии. На их ресурсе (https://www.chemdodgen.ru) можно найти не просто описание продукции, а акцент на разработку полных технологических циклов, где выбор и адаптация каталитической структурированной насадки — часть общей стратегии по снижению углеродного следа. Их философия, как я её понимаю, в том, что нельзя просто вставить 'волшебный блок' в старый процесс и ждать 'зелёного' результата. Нужно перепроектировать процесс вокруг возможностей насадки. Это редкий и правильный подход, хотя и более капиталоёмкий на старте.
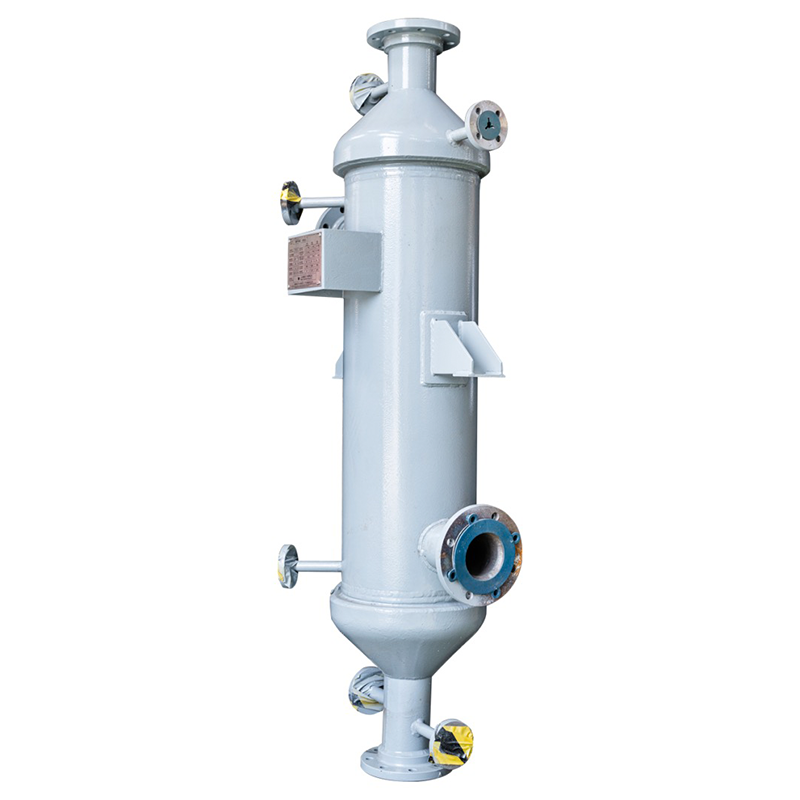
Реальный кейс: модернизация узла очистки отходящих газов
Был у нас проект на одном из химических комбинатов — нужно было повысить эффективность дожигания лёгких углеводородов в отходящих газах. Стояли стандартные реакторы с зернённым катализатором. Проблемы: высокое гидравлическое сопротивление, необходимость частой замены из-за забивки пылью и, как следствие, провалы в эффективности в конце кампании. Решили испытать структурированные модули на металлической основе с каталитическим покрытием.
Самым неочевидным препятствием стала... очистка газа на входе. Да, даже для структурированного блока, который, казалось бы, менее склонен к забиванию, чем слой гранул. Но оказалось, что если в газе остаются аэрозольные капли масла или тяжёлые смолы, они осаждаются не равномерно по всей массе, а именно на входных гранях каналов, создавая 'пробку' и перенаправляя поток. Это приводило к резкой неравномерности нагрузки. Пришлось ставить дополнительную ступень тонкой очистки — окупаемость проекта, естественно, сдвинулась.
Зато, когда всё настроили, результат превзошёл ожидания. Удалось снизить температуру начала реакции почти на 50 градусов, что дало прямую экономию на подогреве. Интенсификация процесса позволила уменьшить габариты самого реактора. Но главный урок был в другом: успех применения каталитической структурированной насадки на 70% определяется качеством подготовки сырья и точностью контроля параметров. Блок лишь инструмент, очень эффективный, но требовательный.
Экономика против надёжности: вечный спор
Сейчас на рынке много предложений, особенно из Азии, с очень агрессивными ценами. Коллеги иногда покупают, пытаясь снизить CAPEX. Но здесь таится ловушка. Дешёвые варианты часто грешат неоднородностью нанесения активного слоя. Визуально блок выглядит идеально, но при детальном анализе (рентгеновская томография, например) видно, что толщина покрытия 'гуляет' от канала к каналу. В промышленном реакторе, где стоят сотни таких блоков, это выливается в разброс активности до 20-30%. О каком точном управлении процессом и высокой селективности может идти речь?
Поэтому мы сейчас склоняемся к стратегии работы с поставщиками, которые готовы предоставить не просто сертификат качества, а детальные протоколы испытаний именно той партии, которая идёт на поставку. Идеально, если есть возможность провести пилотные испытания на реальном, пусть и уменьшенном, потоке. Компания ООО Шанхай DODGEN по химической технологии, позиционируя себя как игрок в области углеродной нейтральности и 'зелёных' решений, как раз делает акцент на полных наборах процессов и собственных НИОКР. Для меня это косвенный признак, что они могут глубоко прорабатывать такие детали, как воспроизводимость характеристик насадки от партии к партии, потому что для их целей (сокращение выбросов CO2, повышение экологичности) стабильность параметров — ключевой фактор.
Ещё один экономический нюанс — регенерация. Зернённый катализатор часто можно выгрузить и отправить на переработку. Со структурированным блоком всё сложнее. Если активный слой деградировал необратимо, то весь монолитный блок — это отход, причём часто требующий специальной утилизации из-за содержания цветных или драгоценных металлов. Стоимость жизненного цикла сразу меняется. Иногда оказывается, что более дорогой, но легко регенерируемый на месте блок в долгосрочной перспективе выгоднее.
Будущее: интеграция и 'умное' управление
Сейчас вижу тренд на интеграцию каталитической структурированной насадки не как отдельного аппарата, а как элемента более сложной системы. Например, комбинация с мембранными модулями для реакций с удалением продукта или встроенные датчики температуры непосредственно в каналах. Последнее — это просто мечта для инженера-технолога. Представьте, что вы в реальном времени видите тепловую карту реактора и можете точечно управлять подачей сырья или теплоносителя, компенсируя те самые неравномерности. Пока это дорого, но для высокомаржинальных процессов, таких как синтез специальных химикатов, уже начинает применяться.
Ещё одно перспективное направление — адаптация геометрии ячеек под конкретную кинетику. Большинство производителей предлагает стандартные формы: соты, решётку, фигурные каналы. Но если известен точный механизм реакции, можно спроектировать геометрию, которая будет, например, создавать зоны с разным временем контакта или турбулизацией, оптимизируя последовательные стадии. Это уровень кастомизации, который пока ближе к лабораторным разработкам, но, думаю, в течение пяти лет выйдет на промышленный уровень для нишевых применений.
В контексте стратегии двойного углерода, которую поддерживают и компании вроде DODGEN, такие продвинутые решения — не просто оптимизация, а необходимость. Чтобы реально сократить выбросы, нужно выжимать максимум эффективности из каждого узла, и структурированный катализ здесь — один из самых мощных инструментов. Но, повторюсь, инструмент сложный. Его нельзя просто 'включить'. К нему нужно подойти как к проектированию новой технологии, со всеми рисками, испытаниями и, возможно, неудачами на старте. Тот, кто это понимает, получает серьёзное преимущество.
Вместо заключения: субъективные выводы
Итак, что я вынес для себя за годы работы с этой темой? Каталитическая структурированная насадка — это не панацея, а серьёзный технологический выбор. Он требует высокой культуры производства, глубокого понимания химии процесса и готовности инвестировать в переделку смежных систем. Сэкономить на этапе внедрения почти никогда не получается — выльется потом в нестабильность и частые остановки.
При выборе поставщика теперь смотрю не на красивые графики в каталоге, а на готовность обсуждать наши конкретные условия, предоставлять данные по долгосрочным испытаниям в похожих процессах и, что важно, на наличие собственных инженеров-технологов, а не просто менеджеров по продажам. Сайты вроде chemdodgen.ru, где компания заявляет о независимых исследованиях и полных технологических циклах, вызывают больше доверия, чем порталы с сотнями позиций оборудования на все случаи жизни.
И главное — не стоит бояться начинать с малого. Не нужно сразу закладывать такие блоки в основную линию. Лучше запустить пилотный модуль на боковом потоке, 'намучиться' с ним, понять его поведение, и только потом масштабировать. Опыт, полученный на этой стадии, окупится сторицей, когда дело дойдёт до промышленного реактора. Ведь в конечном счёте, любая, даже самая продвинутая, железка — это лишь воплощение инженерной идеи. А идея должна быть проверена практикой.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты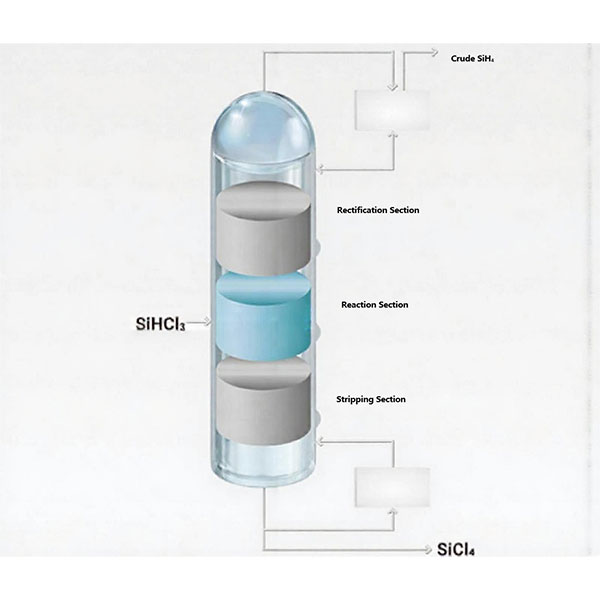





Связанный поиск
Связанный поиск- Разделение газа и воды
- Известный башня с поворотным столом для экстракции
- Оборудование для выпаривания падающей пленки vc
- Известный тонкопленочный испаритель
- Ведущий отделитель пара
- Известный очистка электролита растворителем
- Превосходный испаритель с падающей пленкой
- Ведущий кристаллизатор для динамического плавления
- Превосходный башенная насадка
- Известный интеллектуальная система для удаления летучих компонентов производства