
-


-


Whatsapp

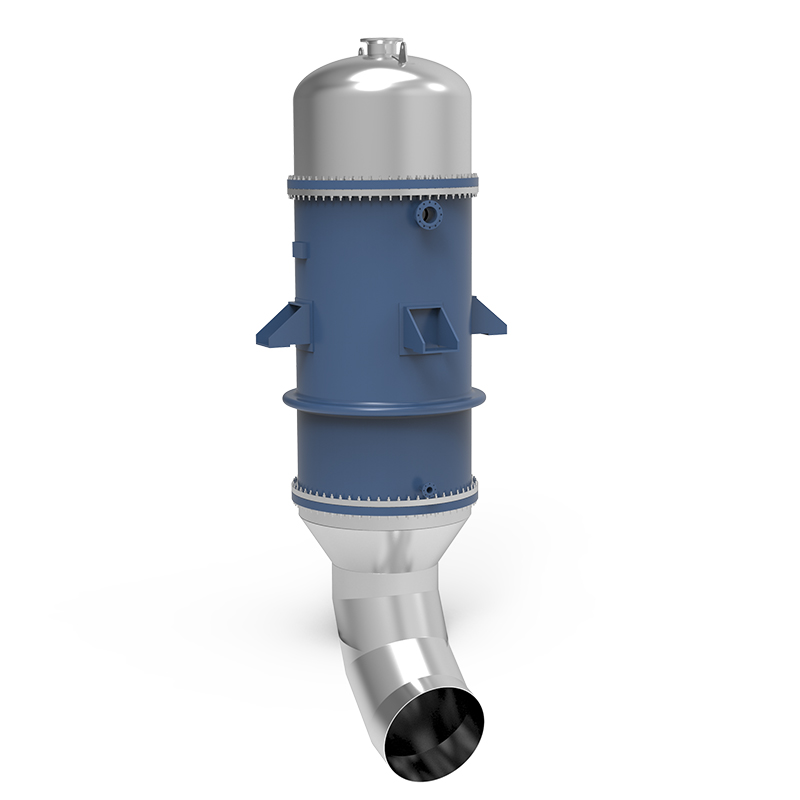
насадка для реакционной ректификации
Когда слышишь 'насадка для реакционной ректификации', многие, особенно новички, сразу представляют себе какую-то стандартную деталь, этакую 'запчасть' для колонны. Сразу хочется поправить: это не просто механический элемент, это, по сути, сердце всего процесса, где химическая реакция и разделение идут рука об руку. Ошибка в выборе или эксплуатации — и весь технологический режим летит в тартарары, а не то что чистота продукта. У нас в отрасли частенько недооценивают влияние геометрии и материала насадки на кинетику параллельно идущих реакций, фокусируясь только на эффективности разделения. Вот с этого, пожалуй, и начну.
От теории к практике: где кроется подвох
В учебниках все красиво: увеличенная поверхность контакта, интенсивный массообмен, совмещение стадий. Но когда сам сталкиваешься с проектированием или, что чаще, с модернизацией существующей колонны, вылезают нюансы. Возьмем, к примеру, классическую задачу — этерификацию. Там, где идет обратимая реакция, и нужно непрерывно отводить продукт (воду), чтобы сдвинуть равновесие. Казалось бы, бери высокоэффективную структурированную насадку, и дело в шляпе.
Но не все так просто. Эта самая эффективность для разделения может сыграть злую шутку с реакцией. Если насадка для реакционной ректификации слишком 'хорошо' разделяет, пары низкокипящего компонента могут слишком быстро уходить из зоны реакции, не прореагировав до конца. Получаешь неконверсию, которую потом по всему потоку ищи. Приходится искать баланс, иногда даже сознательно идти на менее эффективный в плане ЧТТ вариант, но который обеспечивает нужное время пребывания паровой фазы в реакционной зоне.
Один из наших прошлых проектов как раз споткнулся об это. Переоснащали колонну на производстве сложных эфиров, поставили суперсовременную насадку с капиллярной структурой. Лабораторные испытания показывали фантастическую эффективность. А в реальности выход упал на 3%. Месяц копаний, моделирования, и оказалось — виновата именно излишняя эффективность разделения на стадии, где пары должны были еще 'побродить' и прореагировать. Вернулись к более традиционной, но менее 'разделяющей' керамической насадке Irregular shape — и режим вышел на параметры.
Материал: вопрос не только коррозии
Все, конечно, смотрят на химическую стойкость. Агрессивная среда, высокие температуры — тут без вариантов, нержавейка, хастеллой, иногда керамика. Но есть и менее очевидные моменты. Например, смачиваемость. Для многих процессов, особенно с вязкими жидкостями или склонными к полимеризации, критично, чтобы пленка жидкости равномерно распределялась по поверхности насадки.
Помню случай на установке получения метилметакрилата. Использовали стандартную металлическую насадку для реакционной ректификации. Со временем начались проблемы с неравномерным орошением и, как следствие, локальные перегревы и усиленная полимеризация. Проблему решили переходом на специализированную насадку с текстурной обработкой поверхности, улучшающей смачиваемость. Это не было прописано в исходном ТЗ, пришло с опытом эксплуатации.
Или другой аспект — термическая стойкость и теплопроводность. Если реакция сильно экзотермична, материал насадки должен эффективно отводить тепло, иначе возникнут горячие точки, что чревато и побочными реакциями, и деструкцией самого материала. Тут уже смотрим в сторону материалов с высокой теплопроводностью, иногда даже с внутренними каналами для хладагента, хотя это, конечно, усложнение конструкции и цена.
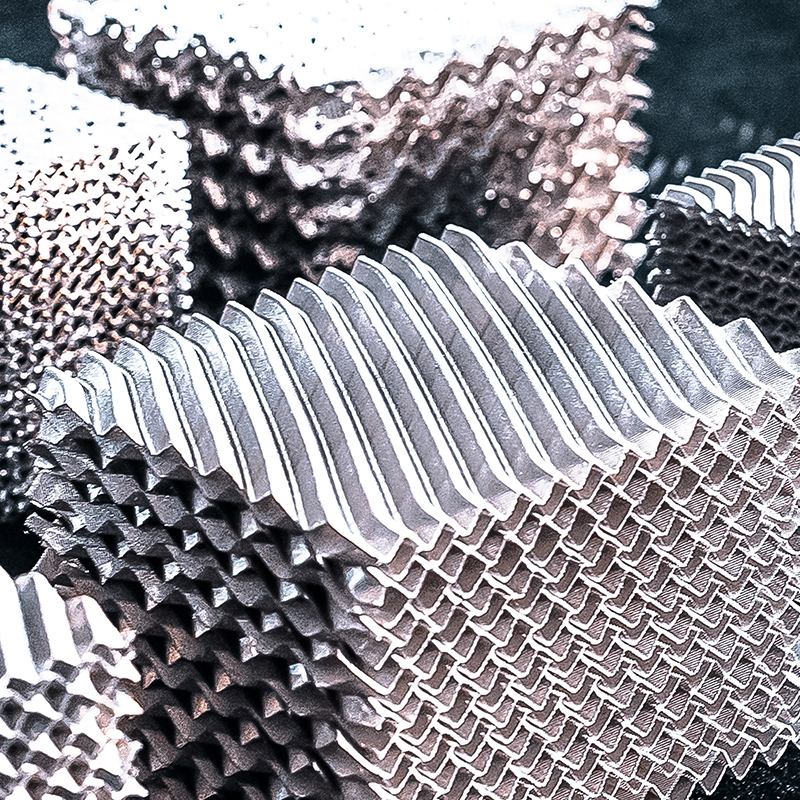
Геометрия и гидродинамика: то, что не увидишь в каталоге
Производители в каталогах приводят красивый график гидравлического сопротивления и эффективности. Но эти данные, как правило, для стандартных систем. В реакционной ректификации часто работают с неидеальными, многокомпонентными смесями, склонными к пенообразованию или содержащими твердые взвеси.
Если в потоке есть даже микропримеси катализатора (например, гомогенного, который уносится с паром), они могут осаждаться в узких каналах структурированной насадки. Со временем это ведет к забиванию и резкому росту перепада давления. Приходится либо закладывать более частые остановки на промывку, либо изначально выбирать геометрию с большим свободным объемом и самоочищающимися свойствами. Неструктурированные (навальные) насадки типа колец Рашига или Палля иногда выигрывают здесь у своих структурированных собратьев, несмотря на меньшую эффективность.
Еще один момент — распределение жидкости. В больших диаметрах колонн обеспечить равномерное орошение по всей площади сечения — отдельная задача. Неравномерность приводит к каналообразованию, часть насадки 'не работает', а где-то возникает затопление. Это убивает и эффективность реакции, и разделения. Тут важно смотреть не только на саму насадку, но и на систему распределителей. Иногда проще и дешевле модернизировать распределительное устройство, чем менять всю насадку на более дорогую.
Связь с общими трендами: эффективность и экология
Сейчас все больше говорят о 'зеленой' химии, сокращении выбросов, углеродной нейтральности. И здесь правильно подобранная насадка для реакционной ректификации вносит прямой вклад. Как? Через повышение селективности и конверсии. Чем полнее протекает целевая реакция и чем чище отделяется продукт, тем меньше образуется побочных веществ, которые потом идут в отходы или требуют энергозатратной утилизации.
Это направление активно развивается. Я вижу, как некоторые компании фокусируются именно на таких комплексных решениях. Вот, к примеру, ООО Шанхай DODGEN по химической технологии (их сайт — https://www.chemdodgen.ru), позиционирует себя в области технологий для углеродной нейтральности. Из их материалов видно, что они стремятся к лидерству в создании 'зеленых' решений. Их подход, судя по всему, заключается не просто в продаже насадок, а в разработке полных технологических процессов, где реакционная ректификация — ключевой элемент для повышения эффективности и экологичности. Если их разработки позволяют через оптимизацию таких узлов, как реакционно-ректификационная колонна, реально сократить выбросы CO2 или снизить образование отходов — это как раз то, что нужно рынку. Их декларируемая цель — помощь в реализации двууглеродной стратегии — напрямую перекликается с необходимостью создания высокоэффективных и селективных процессов, где насадка играет не последнюю роль.
Внедрение таких решений — это всегда компромисс между капитальными затратами, эксплуатационными расходами и конечным экологическим эффектом. Но тренд очевиден: просто 'работающая' колонна уже не котируется. Нужна колонна, работающая оптимально с точки зрения всего жизненного цикла продукта.
Личный опыт и выводы, которые не найдешь в мануалах
За годы работы набил себе шишек, конечно. Одна из самых обидных — когда не уделяешь должного внимания совместимости материалов. Поставили как-то колонну для синтеза одного хлорорганического соединения. Реакционная среда — соляная кислота в парах. Инженеры-технологи настояли на дешевом варианте — насадка из определенного полимера, стойкого к HCl. Стойкость к HCl была, да. Но не учли, что при рабочей температуре в присутствии некоторых промежуточных продуктов начиналась постепенная деполимеризация. Насадка буквально 'оплывала' за полгода, забивая нижнюю часть колонны. Убытки от простоя и замены многократно перекрыли экономию на материале.
Отсюда вывод: тесты на совместимость нужно проводить не с модельными смесями, а в максимально приближенных к реальным условиям, включая все примеси и в полном диапазоне рабочих температур. И смотреть не только на химическую стойкость, но и на механические свойства (ползучесть, хрупкость) в этих условиях.
Другой урок — не доверять слепо результатам пилотных установок. Масштабирование — темный лес. Особенно для реакционной ректификации, где важны и гидродинамика, и теплоперенос, и кинетика. То, что прекрасно работает в колонне диаметром 100 мм, в колонне 2 метра может вести себя совершенно иначе из-за неравномерностей распределения потоков. Залог успеха — наличие надежной математической модели процесса и ее тщательная валидация на каждом этапе. А саму насадку для реакционной ректификации лучше тестировать в условиях, максимально имитирующих реальный масштаб по критерию подобия, хотя это и дорого.
В итоге, что хочу сказать? Выбор насадки — это всегда инженерный компромисс. Нет идеального варианта на все случаи жизни. Нужно четко понимать, что первично в конкретном процессе: максимальная конверсия, селективность, устойчивость к загрязнениям, минимальный перепад давления или что-то еще. И уже под эти приоритеты подбирать геометрию, материал и производителя. Это не та деталь, на которой стоит бездумно экономить. Потому что ее неверный выбор аукнется потом каждый день эксплуатации — снижением выхода, ростом затрат на энергию, частыми остановками. А в современных реалиях — еще и лишними выбросами. Словом, мелочей здесь не бывает.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты





Связанный поиск
Связанный поиск- Высококачественный микрореактор
- Известный реакция полимеризации для удаления летучих компонентов
- Известный экстракция поворотного стола
- Ведущий импортозамещение деволатилизатора
- Известный канальный смеситель
- Ведущий оборудование вертикального типа для удаления летучих компонентов
- Превосходный испарительный кристаллизатор
- Превосходный компания по производству статических смесителей
- Оборудование удаления летучих компонентов для уменьшения остатков растворителя
- Ведущий сколько стоит газожидкостный сепаратор