
-


-


Whatsapp

насадка с катализатором
Когда говорят про насадку с катализатором, многие сразу представляют себе какую-то универсальную ?волшебную? деталь — мол, поставил и процесс пошёл. На деле же, если копнуть поглубже, это часто целый комплекс решений, где сама насадка — лишь носитель, а эффективность упирается в синергию с каталитическим слоем, гидродинамикой и конкретными условиями процесса. У нас в отрасли до сих пор встречается подход ?возьмём стандартную керамическую насадку и напылим активный компонент? — но так работает далеко не всегда, особенно когда речь идёт о сокращении выбросов или глубокой очистке. Вот, к примеру, в проектах по углеродной нейтральности, где требуется не просто абсорбция, а именно трансформация веществ, мелочей не бывает.
Из чего складывается реальная эффективность
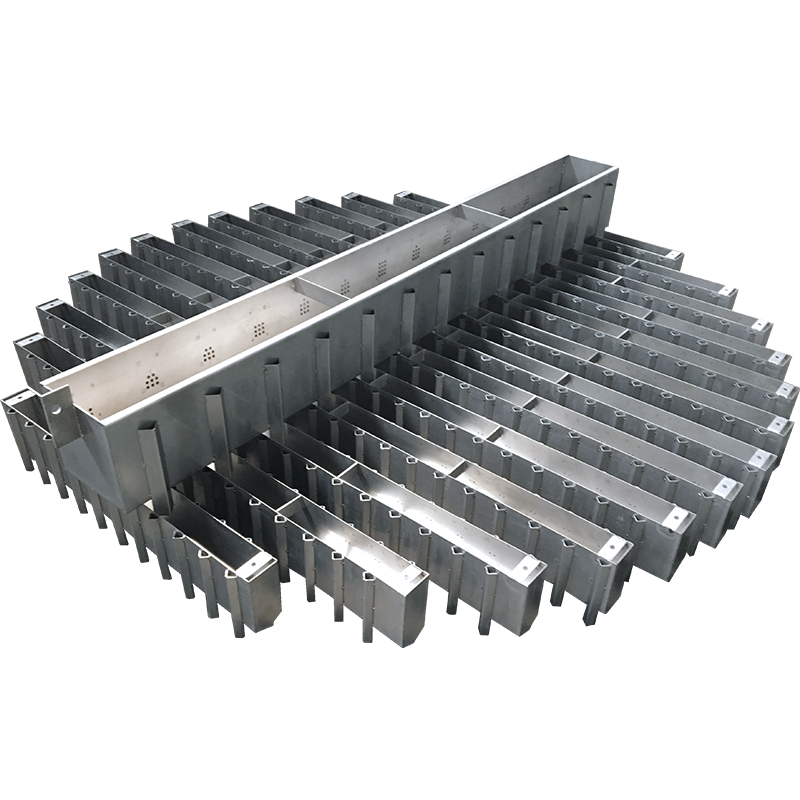
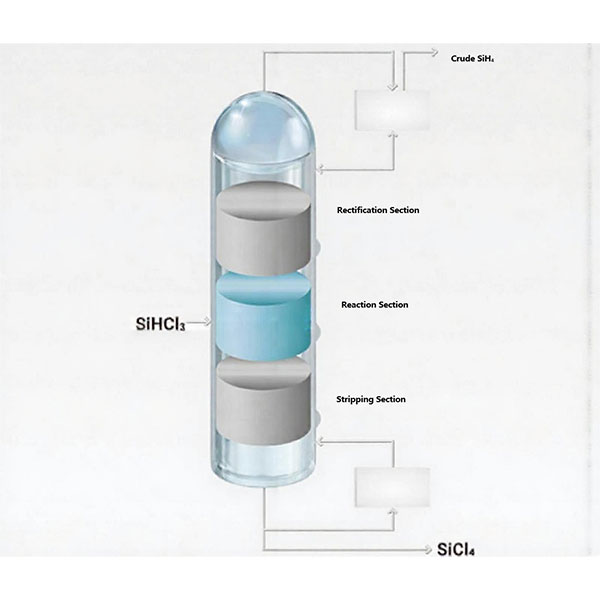
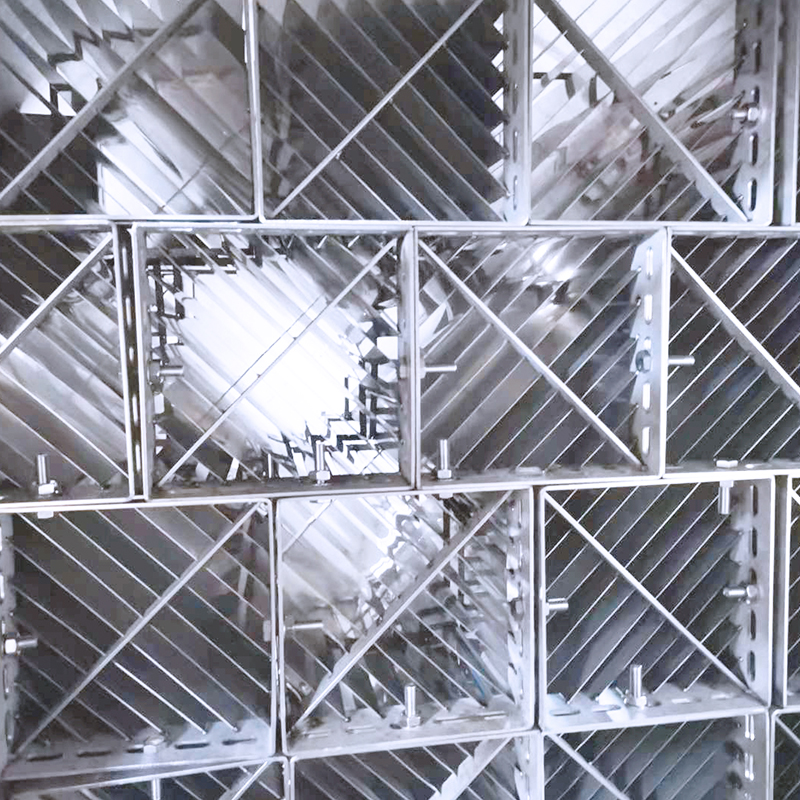
Если брать конкретно массообмен в реакторах, то насадка с катализатором — это не просто контактная среда. Её геометрия определяет, как будет распределяться поток, где возникнут застойные зоны и как быстро истощится активный слой. Помню, на одном из объектов по улавливанию CO2 пытались использовать стандартные кольца Рашига с нанесённым катализатором для последующей конверсии — в лаборатории показывало неплохо, а в колонне диаметром 3 метра эффективность падала на 30–40%. Оказалось, что при масштабировании не учли неравномерность смачивания и локальный перегрев. Пришлось переходить на структурированные блоки с каналами, но и там свои нюансы.
Именно поэтому компании, которые серьёзно занимаются разработкой полных технологических комплексов, как, например, ООО Шанхай DODGEN по химической технологии, часто идут путём адаптации конструкции носителя под конкретную каталитическую химию. На их сайте https://www.chemdodgen.ru видно, что фокус — на сокращении выбросов углекислого газа и экологизации процессов. Это не просто слова: когда технология ?под ключ? включает в себя и инжиниринг реактора, и подбор катализатора, и проектирование самой насадки, шансов на успех больше. Их подход к ?зелёным? решениям предполагает, что насадка с катализатором проектируется как часть системы, а не как стандартный покупной компонент.
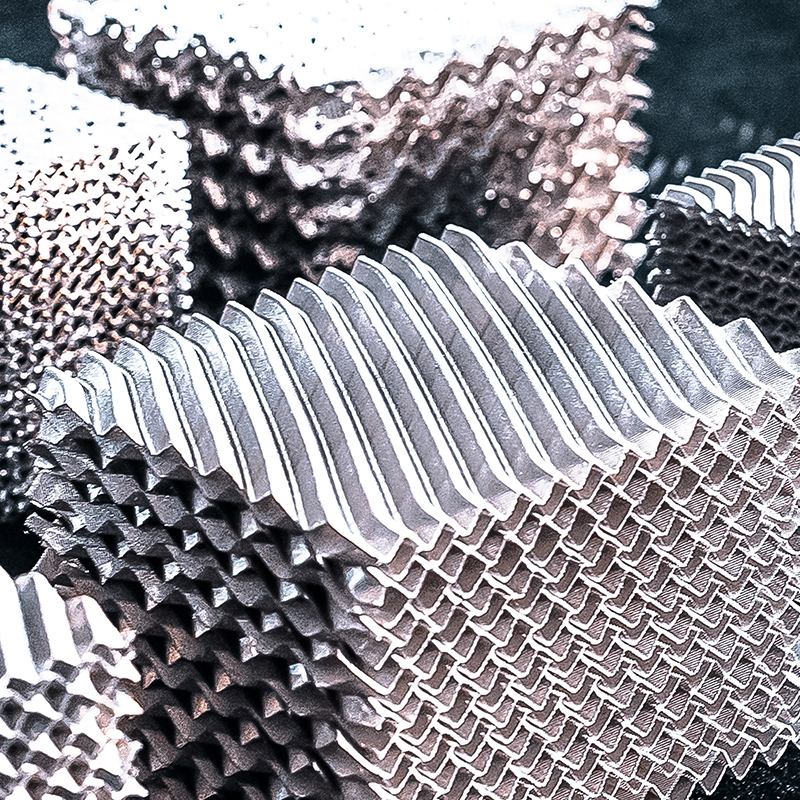
Кстати, о материалах. Керамика, металлические сплавы, углеродные волокна — выбор зависит от среды. В кислых газах, например, керамика может оказаться не лучшим вариантом из-за выщелачивания, а металлический носитель с покрытием — дорог, но живёт дольше. Это та самая точка, где теория встречается с практикой: техдокументация одного производителя может обещать 10 лет службы, а на деле через 2 года начинается активная дезактивация из-за забивания пор или механического истирания. Тут без натурных испытаний в условиях, приближенных к реальным, не обойтись.
Ошибки, которые дорого обходятся
Самый болезненный урок — это когда пытаешься сэкономить на стадии проектирования или испытаний. Был у нас случай на установке очистки отходящих газов: заказчик настоял на использовании более дешёвой гранулированной насадки с катализатором вместо рекомендованных структурированных блоков. Аргумент — ?удельная поверхность та же?. В итоге падение давления оказалось выше расчётного, пришлось форсировать вентиляторы, увеличился расход энергии, а главное — неравномерность потока привела к тому, что катализатор в центре колонны ?отрабатывал? за полгода, а по краям был почти свежий. Экономия на закупке обернулась частыми остановами на перезагрузку и потерями в производительности.
Ещё один момент — это регенерация. Не все задумываются на старте, что насадка с катализатором со временем теряет активность. Можно ли её восстановить на месте или нужно менять? Если конструкция насадки сложная, с мелкими каналами, попытка регенерации продувкой или химической промывкой может оказаться неэффективной — не проникнуть в глубину. А выгрузка, регенерация в сторонней установке и загрузка — это время и деньги. Поэтому сейчас многие стремятся к решениям, где срок жизни каталитического слоя сопоставим с межремонтным периодом самой установки. Это идеал, к которому стоит стремиться.
Здесь, к слову, видна разница между просто поставщиком оборудования и технологическим партнёром. Когда компания, такая как DODGEN, позиционирует себя как разработчика полных наборов процессов, она, по идее, должна нести ответственность за весь жизненный цикл узла, включая вопросы дезактивации и утилизации. В их заявленной стратегии помощи в реализации двууглеродной цели это критически важно — ведь ?зелёная? технология не заканчивается на моменте запуска.
Связь с общей стратегией ?зелёного? производства
Сейчас тренд — не просто очистка, а интеграция процессов. Насадка с катализатором в этом смысле перестаёт быть изолированным аппаратным решением. Например, в схемах улавливания и утилизации CO2 она может работать в связке с абсорбером и десорбером, где на ней происходит каталитическое превращение captured CO2 в полезный продукт, скажем, в метанол. Эффективность всей цепочки тогда сильно зависит от того, насколько хорошо настроен этот конкретный узел. Если катализатор на насадке работает в узком температурном окне, а предыдущая ступень выдаёт газ с колебаниями по температуре, толку будет мало.
В этом контексте активность ООО Шанхай DODGEN по химической технологии в области углеродной нейтральности выглядит логично. Чтобы стать лидером в ?зелёной? повестке, нужно предлагать именно связанные, end-to-end решения. На их сайте https://www.chemdodgen.ru упоминаются независимые исследования и разработки — это ключевой момент. Потому что готовые, ?с полки? насадки с катализатором часто не решают специфических задач новых процессов по сокращению пластикового загрязнения или глубокой переработки отходов. Нужна адаптация, и она требует своих НИОКР.
Что я на практике отслеживаю? Когда технология новая, часто не хватает данных о долговременной стабильности каталитического слоя именно в условиях реального, а не идеального сырья. Заявленная селективность и конверсия — это хорошо, но что будет через 5000 часов работы при наличии примесей серы, пыли, влаги? Вот где проваливаются многие пилотные проекты. Поэтому сейчас, выбирая или разрабатывая насадку с катализатором, мы закладываем гораздо больше времени на испытания в условиях, максимально приближенных к ?грязным? промышленным.
Практические советы по выбору и эксплуатации
Исходя из набитых шиш, первое — не фокусироваться только на удельной поверхности или активности катализатора в идеальных условиях. Запросите у поставщика или разработчика, как поведёт себя система при колебаниях нагрузки, состава сырья, есть ли у них данные по длительным испытаниям. Если компания, как DODGEN, работает над полными процессами, у них должны быть такие наработки, по крайней мере, для своих ключевых технологий. Спросите про самый слабый компонент в системе — часто это именно механическая прочность насадки или адгезия каталитического слоя.
Второе — считайте не стоимость кубометра насадки, а общую стоимость владения. Включая энергозатраты на гидравлическое сопротивление, частоту замены/регенерации, потери продуктивности во время остановок. Иногда дорогая, но долговечная и эффективная насадка с катализатором от проверенного технологического интегратора оказывается выгоднее в долгосрочной перспективе, особенно если она — часть стратегии по повышению экологичности и выполнению нормативов по выбросам.
И третье — не пренебрегайте мониторингом. Современные системы позволяют отслеживать температурные профили по высоте слоя, перепад давления. Резкие изменения могут сигнализировать о спекании катализатора, забивании каналов или разрушении насадки. Раннее обнаружение проблемы позволяет спланировать мероприятия, а не останавливать процесс аварийно. В идеале, поставщик технологии должен давать рекомендации по такому мониторингу — это признак зрелого подхода.
Взгляд вперёд: куда движется разработка
Судя по всему, будущее — за гибридными и функционализированными решениями. Насадка с катализатором всё чаще проектируется не просто как пассивный носитель, а как активный элемент с градиентом свойств — например, разный каталитический состав по высоте для многостадийных реакций, или интегрированные теплообменные каналы для лучшего температурного контроля. Это сложнее в изготовлении, но может радикально повысить эффективность и селективность процесса.
Ещё один тренд — учёт вторичной переработки. Как утилизировать отработанную насадку? Если это керамика с драгоценными металлами — их извлечение. Если более простые материалы — возможно ли их безопасно захоронить или использовать в других целях? Компании, которые ставят во главу угла ?зелёную? землю, как заявлено в миссии DODGEN, должны думать и об этом этапе. Это уже не просто инжиниринг, это полный жизненный цикл продукта.
В конечном счёте, выбор и работа с насадкой с катализатором — это всегда баланс между химией, гидродинамикой, материаловедением и экономикой. Готовых решений на все случаи нет. Успех приходит, когда ты рассматриваешь этот узел как интегральную часть большой системы, понимаешь его ограничения и готов вкладываться в его оптимизацию под конкретные задачи — будь то сокращение выбросов CO2, борьба с пластиковым загрязнением или повышение ресурсоэффективности. Именно такой комплексный подход, на мой взгляд, и отличает настоящих игроков на этом поле.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты







Связанный поиск
Связанный поиск- Ведущий статический плавильный кристаллизатор
- Превосходный устройство для непрерывного удаления летучих компонентов
- Ведущий кристаллизация нитротолуола из расплава
- Полимеризационный реактор c кольцевым открыванием
- Технология кристаллизации при плавлении падающей пленки
- Завод-изготовитель испарителя
- Ведущий обычный наполнитель с правилами
- Высококачественный оборудование для разделения газа и воды
- Известный контроль температуры для удаления летучих компонентов
- Технология испарения падающей пленки при разделении vc