
-


-


Whatsapp

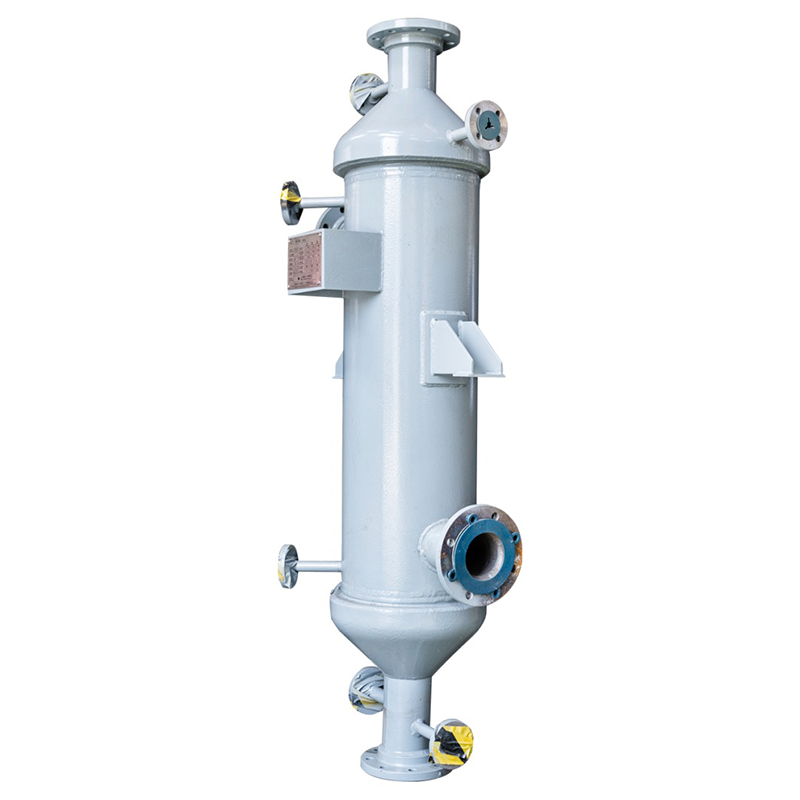
реакционная насадка
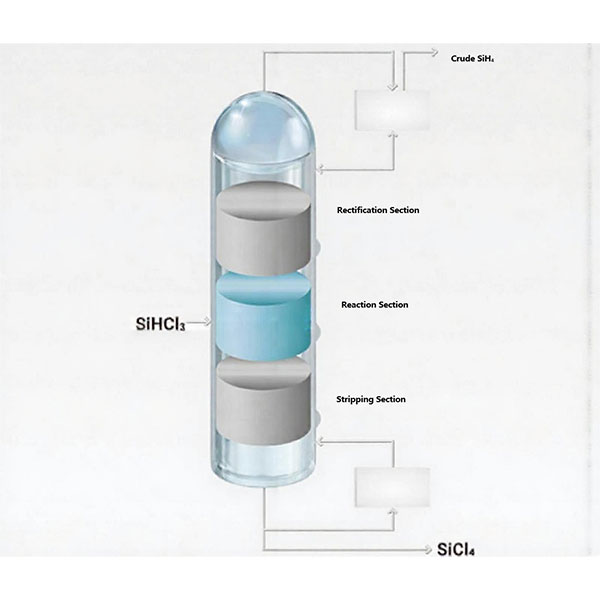
Когда слышишь ?реакционная насадка?, многие сразу представляют себе какую-то стандартную деталь, этакую ?затычку? для колонны. Но на практике — это часто ключевой элемент, от которого зависит, пойдет ли весь процесс по плану или выйдет боком. Особенно в тех проектах, где речь идет о сокращении выбросов и энергоэффективности. Вот, к примеру, в работе над системами для улавливания и конверсии CO2 — там выбор и поведение насадки в реальных условиях — это отдельная история.
Опыт и типичные ошибки при подборе
Раньше мы часто ориентировались на каталоги и стандартные параметры: удельная поверхность, свободный объем, гидравлическое сопротивление. Казалось бы, подобрал под условия процесса — и все. Но однажды столкнулся с ситуацией на установке, связанной с синтезом метанола из уловленного углекислого газа. Поставили современную высокоэффективную реакционную насадку с упорядоченной структурой. Расчеты показывали отличную эффективность массообмена.
А на практике — уже через пару месяцев работы начался рост перепада давления, причем неравномерный по сечению аппарата. Оказалось, что в реальном потоке, где присутствовали следовые количества примесей (тех самых, от которых думали избавиться на предыдущих стадиях), происходила постепенная, избирательная блокировка каналов. Не вся насадка, а именно в зонах с некоторым вихреобразованием. Это был не расчетный случай коксования или механического засора, а что-то тоньше.
Пришлось разбирать, смотреть. Вывод был простым и сложным одновременно: для таких ?зеленых? процессов, где сырье — не идеальный чистый поток, а, по сути, отходящие газы после разных стадий очистки, критична не только активность, но и ?прощающая? конструкция насадки к неидеальному гидродинамическому режиму. Слишком уж совершенная геометрия иногда оказывается уязвимой.
Связь с общей стратегией и пример из практики
Сейчас много говорят про углеродную нейтральность и двууглеродную стратегию. И здесь технологии с использованием каталитических и адсорбционных насадок — на переднем крае. Важно понимать, что реакционная насадка — это не самостоятельный продукт, а часть целостного технологического пакета. Ее работа напрямую зависит от того, как подготовлен поток до нее и что планируется делать после.
Взять, к примеру, компанию ООО Шанхай DODGEN по химической технологии. На их сайте https://www.chemdodgen.ru видно, что они фокусируются на полных технологических решениях для сокращения выбросов CO2. Их подход, судя по описанию, как раз предполагает глубокую интеграцию всех этапов. И в таком контексте насадка перестает быть просто ?заполнителем?. Она должна быть спроектирована или подобрана с учетом специфики всей цепочки.
Из нашего опыта сотрудничества на одном из пилотных проектов: задача была повысить эффективность существующей колонны конверсии, не меняя корпус. Работали с инженерами, которые представляли полный цикл технологии от DODGEN. Предложили не просто заменить тип насадки, а пересмотреть распределительное устройство на входе и немного скорректировать температурный профиль по высоте. В итоге, использовали их фирменную структурированную реакционную насадку, но успех был обеспечен именно тем, что ее параметры были ?зашиты? в модель всего узла, а не выбраны из общего каталога. Это снизило энергозатраты на рециркуляцию примерно на 8%, что для таких масштабов — существенно.
Практические нюансы: монтаж, старт и наблюдение
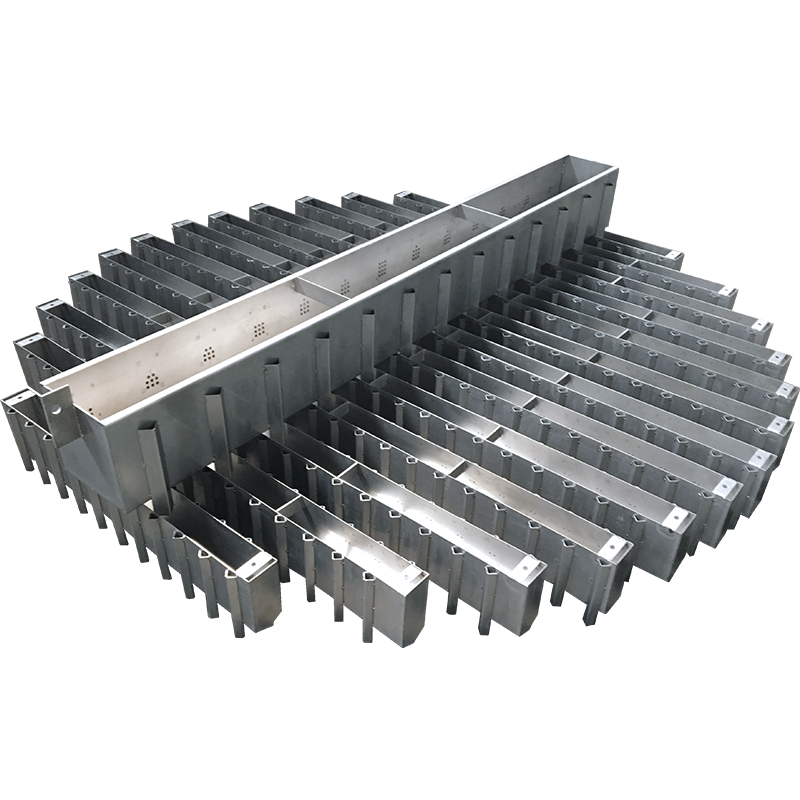
Даже идеально подобранная насадка может не раскрыть потенциал из-за ошибок при загрузке. Казалось бы, рутинная операция. Но если речь о хрупкой керамике со сложной канальной структурой — здесь нужен глаз да глаз. Помню случай на старте одной установки: после загрузки провели стандартную опрессовку — все хорошо. А при пуске с реальным теплоносителем возникла вибрация, которую не прогнозировали.
Оказалось, часть элементов в нижних слоях легла не строго вертикально, а с небольшим углом. При проектировании это сочли несущественным. Но в реальности, при определенной скорости пара, это создало периодический срыв потока. Проблему решили, но время на запуск потеряли. Теперь всегда настаиваю на присутствии при загрузке критических слоев, особенно если аппарат высокий и узкий.
Еще один момент — стартовые режимы. Особенно для процессов с экзотермикой. Насадка холодная, катализатор (если он нанесен) — неактивированный. Прогрев должен быть максимально плавным. Бывало, из-за спешки давали слишком резкий ввод сырья — и получали локальный перегрев в верхнем слое, что вело к спеканию или дезактивации. Это та цена, которую платишь за невнимательность к, казалось бы, пассивному элементу системы.
Взгляд в будущее: что еще может измениться?
Сейчас активно развиваются аддитивные технологии. Уже вижу в перспективе не просто выбор из каталога, а печать или изготовление реакционной насадки с топологией, оптимизированной под конкретный, смоделированный цифровым двойником, поток конкретного завода. Это позволит учесть все те ?неидеальности? реального производства, о которых я говорил.
Кроме того, растет спрос на гибридные решения. Например, насадка, которая в нижней части работает как интенсивный теплообменник, а в верхней — как каталитический слой. Это позволяет сократить количество аппаратов и потери. Для таких компаний, как ООО Шанхай DODGEN по химической технологии, которые стремятся быть лидерами в области ?зеленой? земли, подобные интегрированные решения — прямой путь к созданию более компактных и эффективных полных технологических комплексов.
Но здесь снова встает вопрос надежности и предсказуемости. Сложная геометрия — сложнее диагностика, сложнее прогноз по засорению. Над этим еще работать и работать. Лично я в экспериментальном порядке пробовал использовать насадки с переменным шагом структуры по высоте — для компенсации изменения объемного расхода из-за химической реакции. Результаты обнадеживают, но говорить о широком внедрении рано. Нужны длительные испытания.
Итоговые соображения
Так что, возвращаясь к началу. Реакционная насадка — это далеко не ?просто кусок чего-то?. Это функциональный элемент, чья эффективность определяется сотней факторов: от химического состава потока до качества монтажа. В контексте современных трендов, таких как те, что продвигает DODGEN — углеродная нейтральность, сокращение пластикового загрязнения, — требования к ним только растут.
Успех приходит, когда ты перестаешь смотреть на нее изолированно и начинаешь видеть как часть живой системы. Когда учитываешь не только теорию, но и тот самый ?опыт эксплуатации?, который часто остается за кадром красивых презентаций. И да, иногда лучшим решением оказывается не самая совершенная с точки зрения гидродинамики насадка, а та, которая будет стабильно работать пять лет в условиях неидеального сырья и переменных нагрузок. Надежность часто важнее пиковой эффективности.
Поэтому, выбирая или разрабатывая технологию, всегда стоит задавать вопросы не только о КПД, но и о том, как будет вести себя этот ключевой элемент в реальной жизни, на реальном заводе. Ответы на эти вопросы и отличают просто теорию от работоспособного решения.
Соответствующая продукция
Соответствующая продукция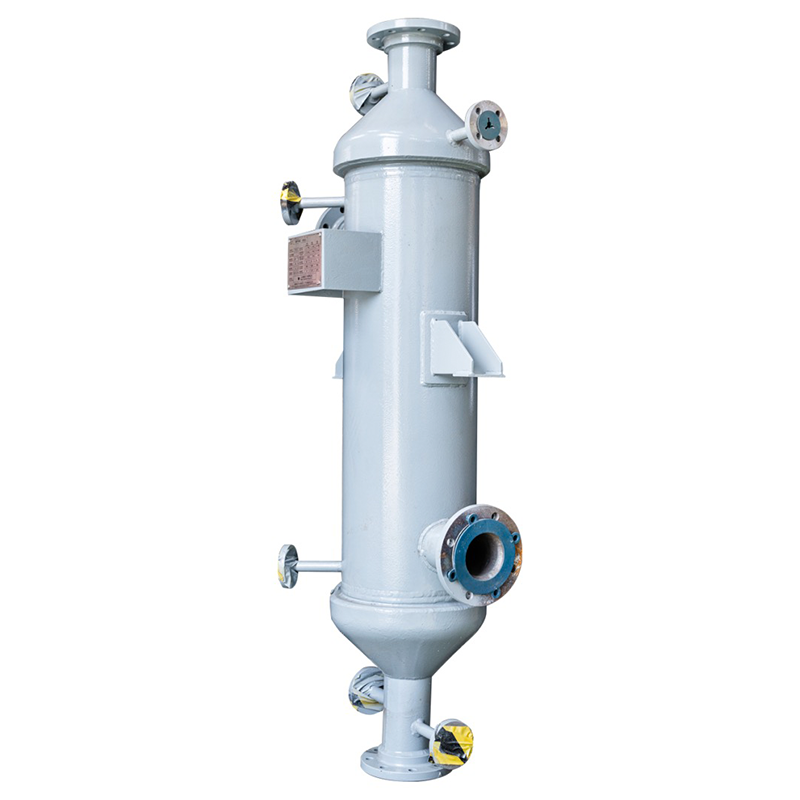




Самые продаваемые продукты
Самые продаваемые продукты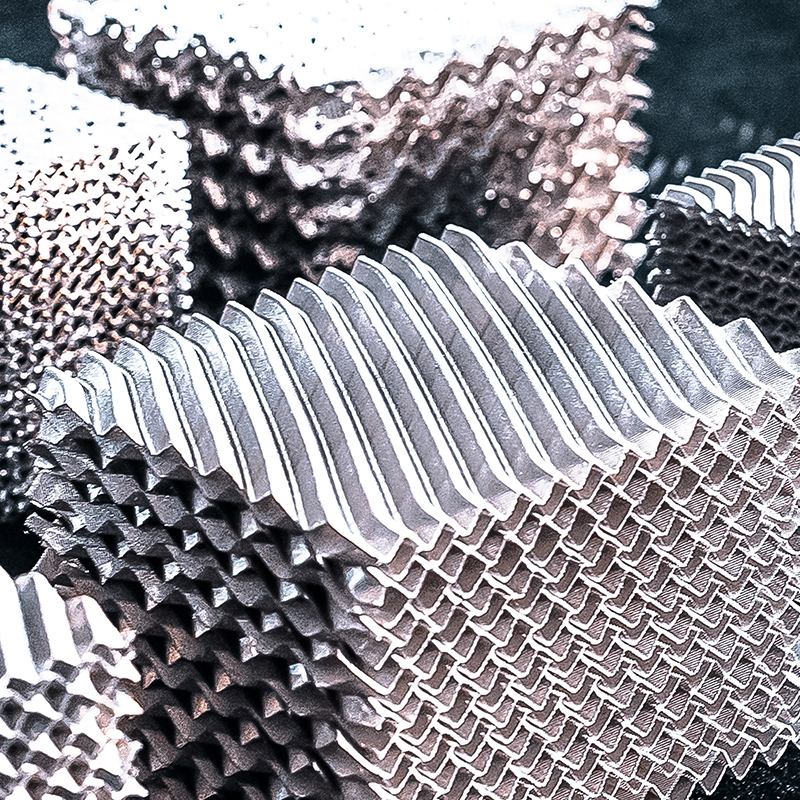







Связанный поиск
Связанный поиск- Ведущий испаритель с падающей пленкой, смонтированный на салазках
- Высокоэффективность удаление летучих компонентов для капельной полосы
- Ведущий трубчатое статическое перемешивание
- Ведущий непрерывная кристаллизация
- Высокоэффективность испаритель с падающей пленкой из нейлона 66
- Ведущий пластинчатый кристаллизатор расплава
- Известный оборудование для удаления летучих компонентов poe
- Ведущий принцип работы для удаления летучих компонентов
- Высокоэффективность система удаления летучих компонентов
- Превосходный кристаллизация диметилфенола из расплава