
-


-


Whatsapp

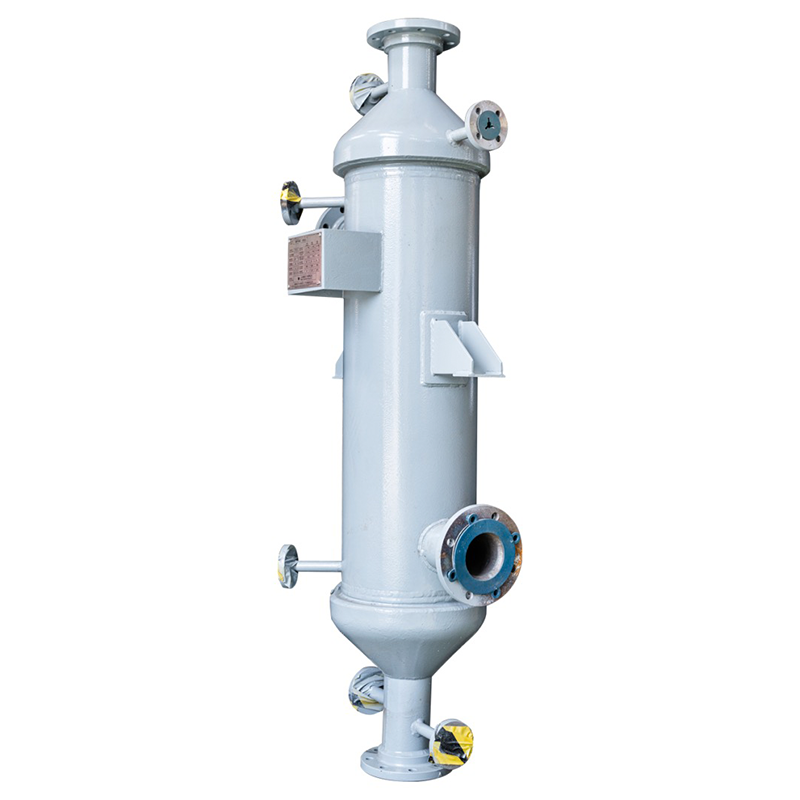
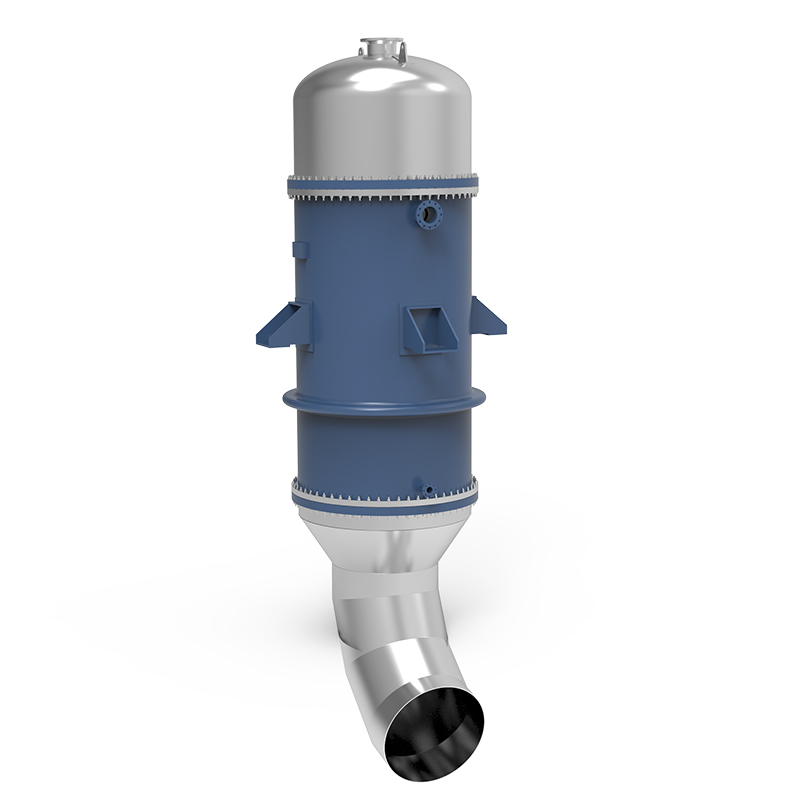
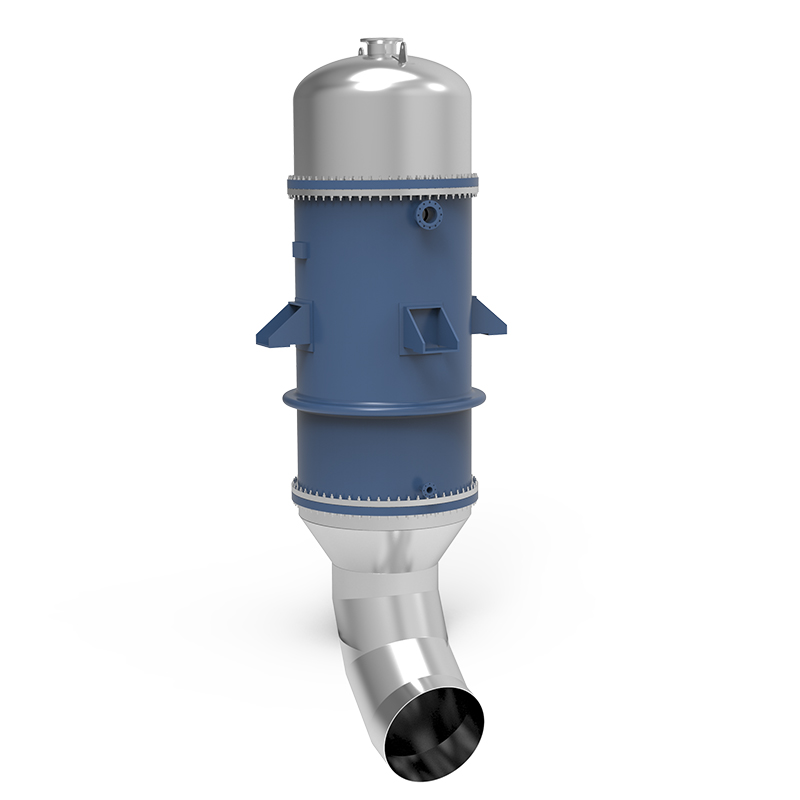
Ведущий лопастной газожидкостный сепаратор
Ведущий лопастной газожидкостный сепаратор – это, казалось бы, простая вещь. Но на практике это инженерный компромисс, где балансировка между эффективностью разделения, энергопотреблением и устойчивостью конструкции становится настоящим испытанием. Часто видят в них “черный ящик”, просто устройство, разбивающее газ и жидкость. А ведь за этим стоит целая наука. В этой статье я хочу поделиться своим опытом, как проектирования, так и эксплуатации подобных сепараторов, выделив типичные проблемы и возможные пути их решения. Не буду претендовать на абсолютную истину, скорее – отчет о реальных задачах и принятых решениях.
Обзор: Зачем нужен сепаратор, и почему его выбор критичен
Прежде всего, важно понимать, зачем вообще нужен газожидкостный сепаратор. В большинстве промышленных процессов, будь то нефтепереработка, химическая промышленность или даже производство пищевых продуктов, присутствуют смеси газа и жидкости. Эти смеси часто содержат загрязняющие частицы, которые необходимо отделить для дальнейшей обработки, очистки продукта или предотвращения повреждения оборудования. И выбор именно лопастного сепаратора – это уже определенный шаг. В отличие от, скажем, гравитационных сепараторов, он позволяет эффективно разделять смеси с относительно низким содержанием твердых частиц и хорошим градиентом плотности.
Неправильно подобранный сепаратор может привести к серьезным проблемам: снижению качества продукта, выходу оборудования из строя, повышенным эксплуатационным расходам. Например, недостаточное разделение может привести к попаданию жидкости в газовую фазу и последующим аварийным ситуациям. Переоснащенный сепаратор – избыточное энергопотребление и ненужные затраты на обслуживание.
Проблемы проектирования и отбора оборудования
На этапе проектирования лопастного сепаратора возникает масса вопросов. Первый и самый важный – это определение рабочей нагрузки: состав смеси, объемный и массовый расход, температуры и давления. Нельзя просто взять 'стандартную' модель и надеяться на лучшее. Нужен тщательный анализ состава, чтобы выбрать материал изготовления, устойчивый к коррозии и деградации под воздействием компонентов смеси. Возьмем, к примеру, процесс разделения сероводорода (H2S) из природного газа. Здесь материал корпуса сепаратора должен быть устойчив к воздействию серной кислоты, которая образуется при окислении сероводорода. Иначе – быстрый выход из строя. В нашей практике это неоднократно случалось с использованием некачественных сплавов.
Еще один важный момент – это конструкция лопастного аппарата. Форма и расположение лопастей напрямую влияют на эффективность разделения и сопротивление потоку. Выбор оптимальной геометрии – это задача, требующая серьезного подхода и часто – использования CFD-моделирования. Не стоит экономить на этом этапе. Дешевый сепаратор с неоптимальной конструкцией может оказаться неэффективным в эксплуатации и потребует дорогостоящей замены.
Типичные ошибки при эксплуатации и методы их устранения
Даже самый тщательно спроектированный сепаратор может выйти из строя, если его эксплуатировать неправильно. Чаще всего встречаются следующие ошибки: засорение лопастного аппарата твердыми частицами, образование эмульсий, нарушение работы автоматики.
Засорение лопастного аппарата
Это, пожалуй, самая распространенная проблема. Твердые частицы (песок, пыль, окалина и т.д.) накапливаются на лопастях, снижая эффективность разделения и увеличивая сопротивление потоку. Решение – регулярная очистка лопастного аппарата. Это можно делать вручную или с помощью автоматических систем очистки. Выбор метода зависит от типа загрязнений и конструкции сепаратора.
Образование эмульсий
Эмульсии – это смеси двух несмешивающихся жидкостей, которые образуются в результате интенсивного перемешивания. Они значительно затрудняют разделение и могут привести к застойным явлениям в сепараторе. Для предотвращения образования эмульсий необходимо тщательно контролировать скорость потока и температуру смеси. Иногда требуется добавление деэмульгаторов.
Нарушение работы автоматики
Автоматика сепаратора отвечает за контроль параметров процесса (давления, температуры, уровня жидкости и газа) и управление работой оборудования. Неисправность автоматики может привести к неправильной работе сепаратора и даже к аварийным ситуациям. Важно регулярно проводить диагностику и калибровку автоматики, а также иметь план действий на случай ее выхода из строя.
Пример из практики: Разделение нефти и воды в нефтеперерабатывающем заводе
На одном из нефтеперерабатывающих заводов, с которым мы сотрудничаем, возникла проблема с недостаточной эффективностью лопастного сепаратора, предназначенного для разделения нефти и воды. Изначально сепаратор работал нормально, но со временем эффективность разделения снизилась, что привело к увеличению содержания воды в нефтепродуктах и повреждению оборудования. При проведении анализа выяснилось, что причина проблемы – засорение лопастного аппарата частицами песка, которые попадали в сепаратор из системы водоподготовки. Решение – установка фильтра перед сепаратором для удаления песка. После установки фильтра эффективность разделения значительно возросла.
Будущие тенденции: Умные сепараторы и новые материалы
Сейчас активно разрабатываются 'умные' лопастные газожидкостные сепараторы, оснащенные датчиками и системами управления, которые позволяют в режиме реального времени контролировать параметры процесса и автоматически регулировать работу оборудования. Также идет поиск новых материалов, устойчивых к воздействию агрессивных сред и способных повысить эффективность разделения. Например, активно изучаются композитные материалы на основе углеродных нанотрубок.
ООО Шанхай DODGEN по химической технологии активно участвует в разработке и внедрении таких технологий. Наша компания стремится стать одним из лидеров в области разработки и производства передовых сепарационных решений. [https://www.chemdodgen.ru/](https://www.chemdodgen.ru/) Мы верим, что будущее лопастных газожидкостных сепараторов – за автоматизацией, интеллектуальным управлением и использованием новых материалов.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты







Связанный поиск
Связанный поиск- Ведущий разделение газа и жидкости
- Ведущий полимеризационный реактор c кольцевым открыванием
- Ведущий первичный кристаллизатор
- Ведущий замените мгновенное вскипание бака на многоступенчатый для удаления летучих компонентов
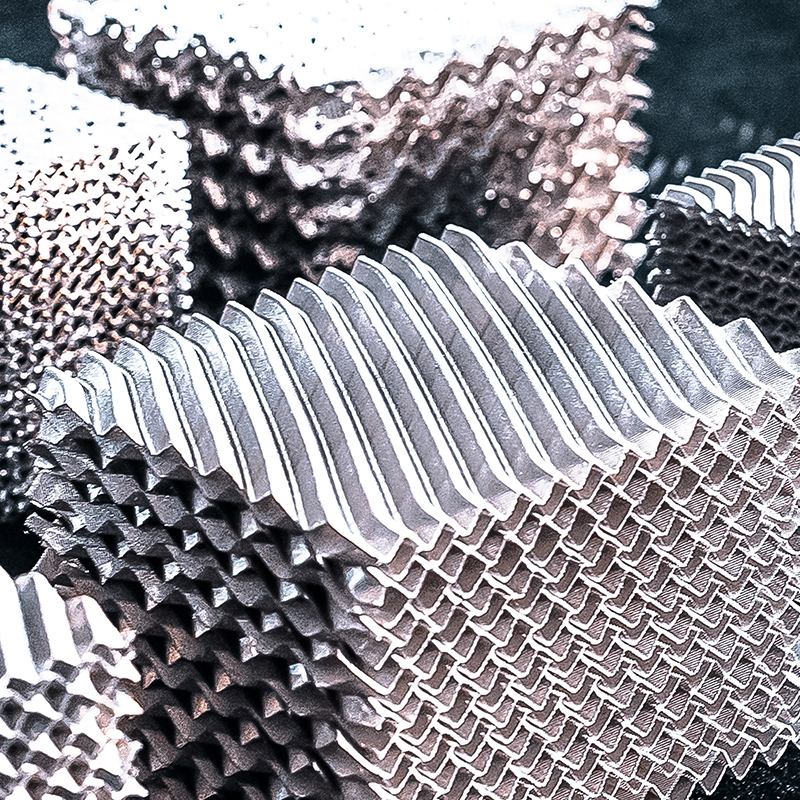
- Превосходный наполнитель для дистилляции
- Известный удаление летучих компонентов из вертикального типа
- Высокоэффективность распределитель колонна ректификации
- Известный pешение химической рекуперации для капельного ленточного удаления летучих компонентов
- Известный оборудование для удаления летучих компонентов из полимеров
- Известный непрерывная кристаллизация