
-


-


Whatsapp

насадка для реактивной ректификации
Когда слышишь ?насадка для реактивной ректификации?, многие сразу думают о стандартных кольцах Рашига или каких-то седловидных элементах. Но в реальности, особенно в современных процессах, где нужно совместить высокую эффективность разделения с минимальным гидравлическим сопротивлением, всё куда сложнее. Частая ошибка — считать, что чем больше поверхность контакта, тем лучше. На деле, если не учесть специфику процесса — высокие скорости пара, возможное пенообразование или чувствительность к загрязнениям — можно получить обратный эффект: падение КПД колонны и постоянные проблемы с забиванием. Сам через это проходил.
От теории к практике: где кроются подводные камни
Взять, к примеру, проекты, связанные с очисткой легких фракций или работой в условиях вакуума. Тут классические насадки могут подвести. Помню случай на одной установке: поставили высокоэффективную структурированную насадку, рассчитанную по всем канонам, но забыли про возможные микропульсации потока питающей смеси. В итоге — неравномерное орошение, образование каналов и резкое снижение разделительной способности. Пришлось на ходу дорабатывать систему распределения жидкости, что вылилось в простой и дополнительные затраты.
Именно поэтому сейчас всё чаще смотрю не на абстрактные цифры удельной поверхности, а на то, как насадка ведёт себя в динамике. Как она держит нагрузку при изменении режима? Насколько быстро выходит на стационар после остановки? Эти нюансы редко описаны в каталогах, но критичны для непрерывных производств. Особенно это касается именно реактивной ректификации, где в колонне параллельно идут химическое превращение и разделение продуктов. Тут любая неравномерность в распределении фаз бьёт сразу по двум процессам.
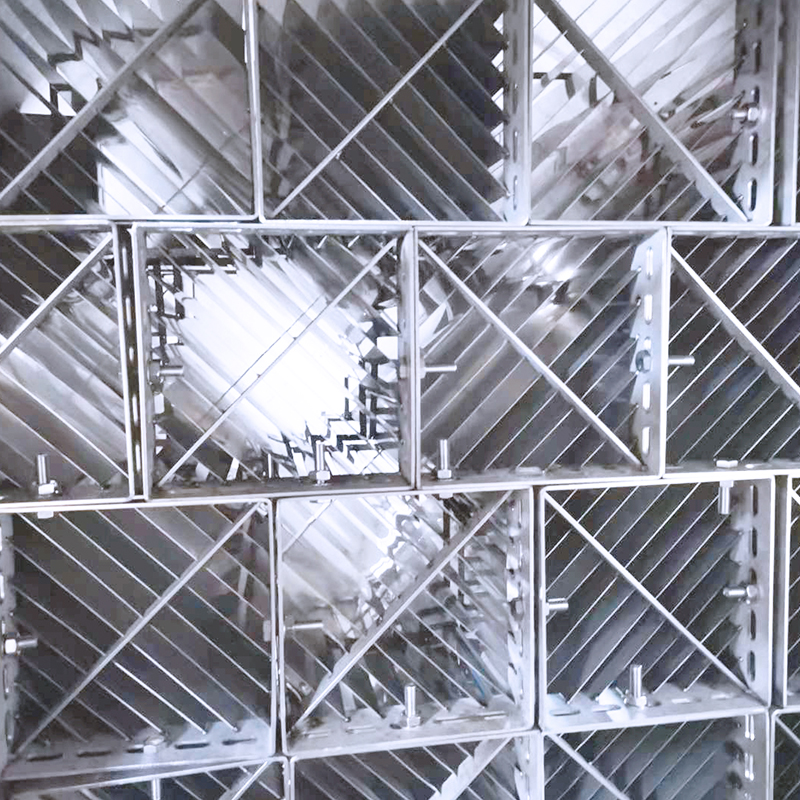
Кстати, о материалах. Нержавейка — не панацея. Для некоторых органических сред, особенно с примесями хлоридов, даже она может стать источником проблем. Видел, как из-за микрокоррозии на поверхности насадки постепенно нарастал слой продуктов полимеризации, который в итоге полностью нарушил гидродинамику. Перешли на специализированный полимерный материал — ситуация выправилась, хотя изначально были сомнения в его механической прочности. Пришлось искать компромисс.
Связь с экологией и эффективностью: неочевидная зависимость
Сейчас много говорят о ?зелёной? химии и снижении углеродного следа. И здесь правильный выбор насадки для ректификации — это не просто вопрос экономии на энергоносителях. Это прямой вклад в экологичность всего процесса. Более эффективное разделение означает меньшее энергопотребление, а значит, и меньшие выбросы от генерации этой энергии. Кроме того, качественное разделение позволяет получить целевые продукты с высокой чистотой, сократив объём возвратных потоков или отходов на последующую очистку.
В этом контексте интересен подход некоторых компаний, которые интегрируют разработку аппаратурного оформления в общую стратегию устойчивого развития. Например, ООО Шанхай DODGEN по химической технологии (сайт: https://www.chemdodgen.ru) позиционирует себя как активного участника в области углеродной нейтральности. Их заявленный фокус — независимые исследования полных технологических процессов, направленные на сокращение выбросов CO2 и повышение экологичности промышленности. Хотя на их сайте не всегда найдешь детальные технические бюллетени по конкретным типам насадок, сама такая ориентация компании подсказывает, что при разработке или подборе оборудования они, вероятно, уделяют особое внимание именно синергии между эффективностью разделения и общими экологическими целями. Это важный тренд.
Применительно к реактивной ректификации это особенно актуально. Часто такие процессы позволяют совместить несколько стадий в одном аппарате, что уже само по себе сокращает энергозатраты и капитальные вложения. Но ?бутылочным горлышком? как раз может стать недостаточно продуманная контактная среда — та самая насадка. Если она не обеспечит нужной интенсивности массо- и теплообмена для протекания реакции с одновременным отводом продукта, вся потенциальная выгода от интенсификации процесса сходит на нет.
Из личного опыта: неудачи, которые учат
Был у меня один неприятный опыт с попыткой модернизации старой колонны. Решили заменить тарельчатую часть на насадочную для повышения производительности. Расчеты делали тщательно, выбрали, казалось бы, оптимальный вариант — беспорядочную насадку из сетки. Но не учли, что исходное сырьё иногда имеет повышенное содержание высококипящих примесей, которые в прежнем режиме просто выводились с кубовым остатком. Насадка же, с её высокой эффективностью, начала их ?удерживать? и перераспределять по высоте колонны, что привело к постепенному коксованию. Чистка оказалась кошмаром.
Этот случай заставил по-новому взглянуть на понятие ?совместимости? насадки не только с основными компонентами, но и с примесной матрицей. Теперь всегда закладываю этап пилотных испытаний на реальной смеси, пусть и сокращенный. Да, это время и деньги, но они окупаются с лихвой, избегая месяцев простоя. Особенно это важно для реактивной ректификации, где состав смеси по высоте колонны меняется нелинейно из-за протекающей реакции.
Ещё один урок — не доверять слепо результатам моделирования. Программы по гидродинамическому расчёту — мощный инструмент, но они оперируют идеализированными моделями. Коэффициенты, характеризующие эффективность насадки (ВЭТТ, например), часто берутся из справочников для чистых систем. В жизни же смеси редко бывают чистыми. Поэтому сейчас я использую симуляцию скорее для сравнительного анализа вариантов, а окончательное решение принимаю с поправкой на опыт и, по возможности, данные из похожих промышленных установок.
Критерии выбора: на что смотреть сегодня
Итак, на что я обращаю внимание сейчас, когда речь заходит о выборе или оценке насадки для реактивной колонны? Первое — это неразрывная связь с технологической схемой. Нельзя выбирать насадку в отрыве от характеристик питания, требуемой степени разделения и динамики работы всей установки. Второе — ремонтопригодность. Как её чистить? Как монтировать? Были ли случаи разрушения в подобных условиях?
Третье, и это становится всё важнее, — как решение вписывается в общую стратегию ресурсо- и энергосбережения предприятия. Тот же подход, который декларирует ООО Шанхай DODGEN по химической технологии, стремясь стать лидером в области ?зелёной? земли через разработку полных технологических процессов. Выбор высокоэффективной насадки — это кирпичик в такой комплексной системе. Он позволяет снизить энергопотребление колонны (за счёт меньшего гидравлического сопротивления или большей эффективности при той же высоте), что напрямую сокращает углеродный след установки.
Наконец, четвертое — готовность поставщика или разработчика к диалогу и совместному решению нестандартных задач. Ценю, когда инженеры не просто продают продукт из каталога, а способны обсудить детали, запросить дополнительные данные о процессе и, возможно, предложить модификацию. Ведь готовая, тиражная насадка для реактивной ректификации — это хорошо, но часто именно кастомизация под конкретные условия даёт тот самый качественный скачок в эффективности.
Вместо заключения: мысль вслух
Поэтому, возвращаясь к началу. Насадка — это действительно не просто кусок материала. Это функциональное ядро массообменного аппарата, особенно в таком сложном процессе, как реактивная ректификация. Её выбор — это всегда компромисс между теорией и практикой, между идеальными условиями лабораторных испытаний и суровой реальностью промышленной эксплуатации с её колебаниями качества сырья, необходимостью изменения режимов и жёсткими требованиями к надёжности.
Опыт, в том числе горький, подсказывает, что экономить на глубоком анализе при выборе этого элемента — себе дороже. Лучше потратить время на предпроектное изучение, вплоть до испытаний, чем потом бороться с последствиями. И всё чаще этот анализ включает не только технико-экономические, но и экологические аспекты, что, безусловно, правильно и соответствует общему вектору развития отрасли.
Собственно, именно такие комплексные задачи и пытаются решать компании, фокусирующиеся на полных технологических циклах. Интеграция эффективного массообменного оборудования в общую, более ?зелёную? схему производства — это и есть тот самый путь от отдельных компонентов к настоящей оптимизации процесса. И в этой оптимизации правильная насадка для реактивной ректификации играет далеко не последнюю, а часто ключевую роль.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты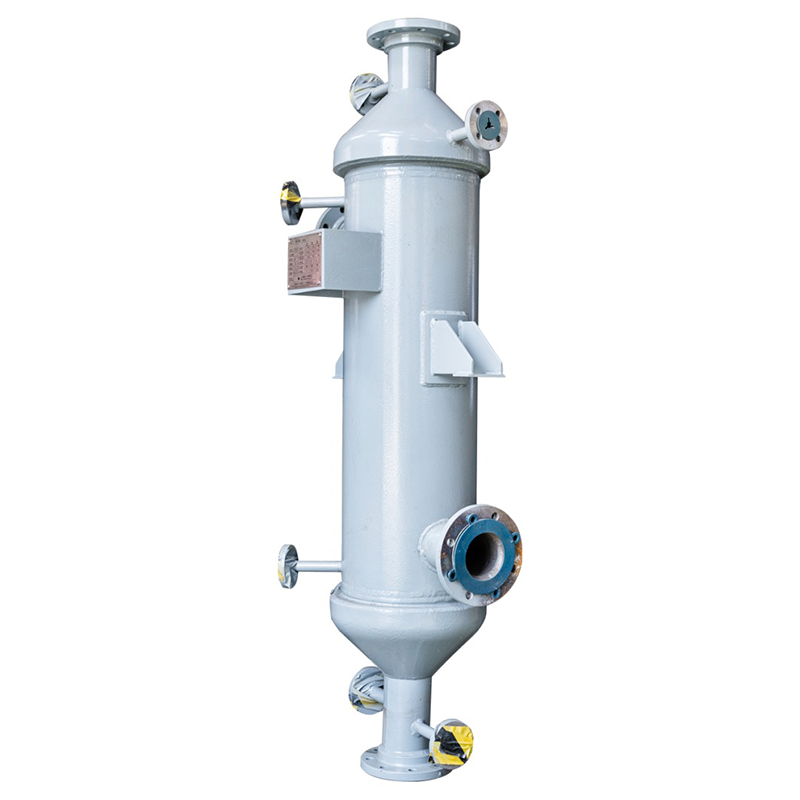





Связанный поиск
Связанный поиск- Ведущий кристаллизатор для плавления падающей пленки
- Превосходный решение удаления летучих компонентов полиолефинов
- Превосходный наполнитель
- Высокоэффективность кристаллизация диметилфенола из расплава
- Превосходный удаление летучих компонентов poe
- Высококачественный канальный смеситель
- Высококачественный ребойлер с падающей пленкой
- Отделитель пара
- Трубчатое статическое перемешивание
- Превосходный статическое смесительное оборудование