
-


-


Whatsapp

Превосходный крупнотоннажный микрореактор
Крупнотоннажные микрореакторы – это тема, окруженная немалым количеством мифов и завышенных ожиданий. Часто предлагаются решения, которые, на практике, оказываются не готовыми к реальному масштабированию или требуют дополнительных, зачастую непрогнозируемых затрат на оптимизацию. Сегодня хочу поделиться своим опытом, основанным на работе с различными платформами и задачами, чтобы немного приземлить дискуссию и говорить о действительно реализуемых сценариях применения.
Микрореакторные технологии: Что на самом деле дает крупнотоннажность?
Первая проблема, с которой сталкиваешься – это размытое понимание 'крупнотоннажности'. В академической среде часто рассматривают небольшие объемы – несколько миллилитров до деканлитров. Но когда речь заходит о промышленном применении, необходимо говорить о десятках и сотнях литров в час, а то и больше. То есть, нужно не просто масштабировать микрореактор, а проектировать и оптимизировать систему, учитывающую не только реактор, но и процессы подачи реагентов, охлаждения, перемешивания и, конечно, последующей очистки продукта.
Использование микрореакторов, безусловно, имеет преимущества: более эффективный теплообмен, улучшенное смешивание, возможность контроля над параметрами реакции на микроуровне. Но эти преимущества нивелируются, если не учитываются особенности масштабирования. Например, в работе с гетерогенными реакциями проблемы массопереноса становятся критическими, и простое увеличение размера реактора не решает их. Мы неоднократно сталкивались с ситуацией, когда теоретически оптимизированный микрореактор при масштабировании показывал значительно худшие результаты из-за ухудшения смешивания или образования пограничных слоев.
В частности, в рамках проектов по разработке новых каталитических систем для органического синтеза, мы столкнулись с проблемой неконтролируемого роста агрегатов катализатора при увеличении объема реактора. Пришлось пересматривать конструкцию реактора, внедрять дополнительные зоны перемешивания и оптимизировать режим подачи реагентов.
Конструктивные особенности и материалы: Где искать оптимальный баланс?
Выбор материала – это не просто вопрос стоимости, но и вопрос химической стойкости, термической стабильности и безопасности. Не каждый материал, подходящий для лабораторных экспериментов, будет приемлем для промышленного производства. Ранее мы работали с реакторами из стеклопластика, которые, казалось бы, были хорошим компромиссом между стоимостью и эксплуатацией. Однако, после нескольких месяцев эксплуатации в агрессивной среде, начали обнаруживать признаки коррозии и деградации материала. В итоге, пришлось перейти на более дорогой, но и более надежный материал – специальные сплавы на основе нержавеющей стали.
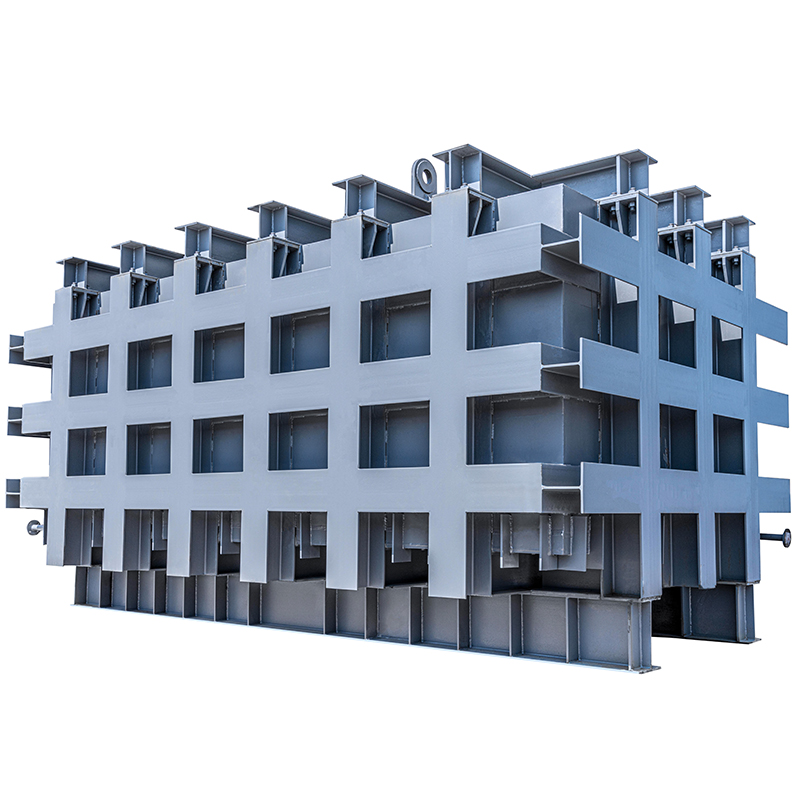
Важно также обратить внимание на геометрию реактора. Плоские дна и стенки могут привести к образованию 'мертвых зон', где реагенты не смешиваются, а реакция протекает неравномерно. Чаще всего оптимальным решением является использование реакторов с изогнутыми стенками или с активным перемешиванием.
Одним из интересных направлений, которое сейчас активно развивается, является использование композитных материалов. Они позволяют создавать реакторы с заданными теплофизическими свойствами и повышенной прочностью.
Проблемы масштабирования: Не только размер имеет значение
Масштабирование – это не просто умножение параметров. Это комплексная задача, требующая учета множества факторов. Например, теплоотвод в крупнотоннажном реакторе становится критическим фактором, особенно при экзотермических реакциях. Недостаточный теплоотвод может привести к перегреву реактора и, как следствие, к потере контроля над процессом.
Мы успешно решали эту проблему с помощью различных систем охлаждения – от жидкостных теплообменников до систем с внешним охлаждением реактора. Важно правильно спроектировать систему охлаждения, учитывая тепловую нагрузку и требуемую температуру реакции.
Еще одна важная проблема – это контроль над процессом. В крупнотоннажном реакторе сложно обеспечить равномерное распределение температуры и концентрации реагентов. Для решения этой задачи используются сложные системы управления, включающие датчики температуры, давления, pH и концентрации.
Роль автоматизации и контроля в современной микрореакторной технологии
Автоматизация играет ключевую роль в современной микрореакторной технологии. Системы автоматического управления позволяют точно контролировать параметры реакции, оптимизировать процесс и снизить вероятность ошибок. Особенно это важно при работе с опасными или токсичными веществами.
ООО Шанхай DODGEN по химической технологии (https://www.chemdodgen.ru/) активно внедряет современные системы автоматизации в свои проекты, что позволяет значительно повысить эффективность и безопасность производства. Мы видим, что в будущем роль автоматизации будет только возрастать, поскольку она позволяет решать задачи, которые невозможно решить вручную.
Мы постоянно экспериментируем с различными алгоритмами управления, используя, в частности, методы машинного обучения для оптимизации процессов. Например, в одном из наших проектов мы разработали алгоритм, который позволяет прогнозировать выход продукта на основе текущих параметров реакции и автоматически корректировать их.
Практический опыт и выводы
В заключение хочу сказать, что крупнотоннажный микрореактор – это перспективная технология, но она не является панацеей от всех проблем. Для успешного применения необходимо учитывать особенности масштабирования, правильно выбрать конструкцию и материалы, а также внедрить современные системы автоматизации. У нас было много неудачных попыток, когда красивые теоретические расчеты не соответствовали реальному результату, но из этих ошибок мы вынесли ценные уроки. Например, недооценивали важность учета гидродинамики потока реагентов в реакторе. Сейчас мы уделяем этому значительно больше внимания.
В конечном итоге, успех зависит от комплексного подхода, опыта и постоянного стремления к оптимизации. Микрореакторные технологии имеют огромный потенциал, и мы верим, что в будущем они будут играть все более важную роль в химической промышленности.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Полимолочная кислота (PLA)
Полимолочная кислота (PLA) -
 Дифторсульфонимид (LIFSI)
Дифторсульфонимид (LIFSI) -
 Статический смеситель
Статический смеситель -
 Растворитель в электролите
Растворитель в электролите -
 Статическая кристаллизация расплава
Статическая кристаллизация расплава -
 Ферроцианид натрия
Ферроцианид натрия -
 DODGEN Cakapak насадка с катализатором
DODGEN Cakapak насадка с катализатором -
 Структурированные насадки
Структурированные насадки -
 Виниленкарбонат (VC)
Виниленкарбонат (VC) -
 Внутренние части колонны
Внутренние части колонны -
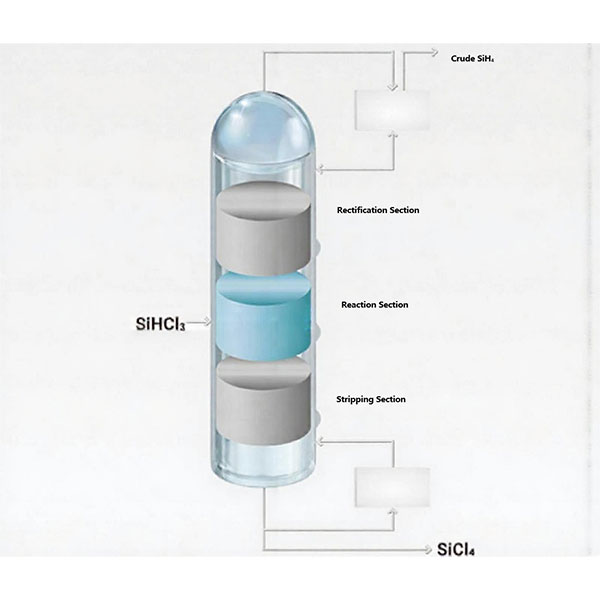 Реакционная ректификация
Реакционная ректификация -
 Технология выпаривания
Технология выпаривания
Связанный поиск
Связанный поиск- Превосходный испаритель
- Ведущий устройство для непрерывного удаления летучих компонентов
- Высококачественный экстракционная башня
- Известный разделение кристаллов расплава
- Ведущий реактор для полимеризации
- Ведущий очистка бисфенилендиамина и кристаллизация при плавлении
- Ведущий очистка кристаллизацией
- Ведущий испарительный кристаллизатор
- Кристаллизация цианопиридина из расплава
- Высокоэффективность мгновенное вскипание для удаления летучих компонентов