
-


-


Whatsapp

регулярная каталитическая насадка
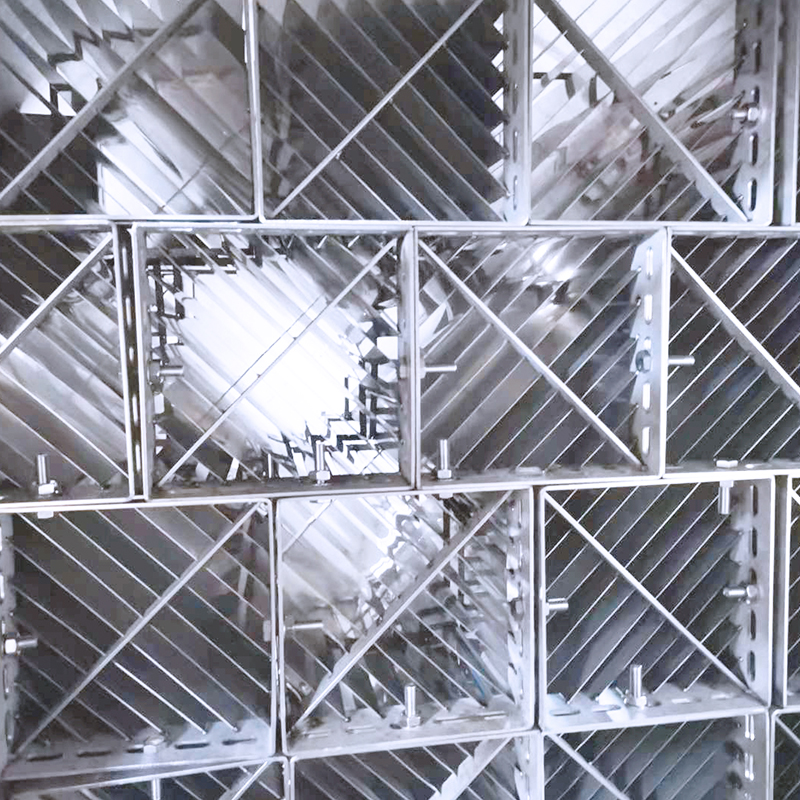
Когда слышишь ?регулярная каталитическая насадка?, многие сразу представляют себе просто структурированную упаковку, ту самую ?регулярку?, которую загружаешь в реактор или массообменную колонну. Но здесь есть нюанс, который часто упускают из виду, особенно те, кто только начинает работать с такими системами. Дело не только в геометрии и удельной поверхности. Само слово ?каталитическая? накладывает совершенно другой отпечаток на подход к проектированию, монтажу и, что критично, к ожиданиям от процесса. Это не пассивный элемент, а активный участник реакции, и его поведение предсказуемо лишь до определенного предела.
Где кроется подвох в ?регулярности?
Взять, к примеру, классические ячейковые или коробчатые структуры. Производители приводят красивые цифры по гидравлическому сопротивлению и эффективности. Но когда начинаешь работать с реальным сырьем, особенно с возможными примесями или склонным к коксованию, картина меняется. ?Регулярность? каналов становится ловушкой для отложений. Однажды на установке гидроочистки столкнулись с ситуацией, когда локальное закоксовывание в верхних слоях насадки от компании, которую сейчас не буду называть, привело к резкому росту перепада давления и каналообразованию. Реакция пошла в обход, селективность упала. И это при том, что лабораторные испытания образца были идеальны.
Здесь и проявляется разница между просто насадкой и именно каталитической насадкой. Важен не только катализатор, нанесенный на поверхность, но и то, как структура обеспечивает распределение потока, теплоотвод и стойкость к дезактивации. Иногда более выгодной оказывается не самая ?правильная? геометрия, а та, что прощает небольшие отклонения в режиме эксплуатации. Мы тогда перешли на другую конфигурацию, с более открытыми каналами и специальными турбулизаторами. Потеряли немного в начальной эффективности, но выиграли в стабильности цикла.
Кстати, о теплоотводе. В экзотермических реакциях это ключевой момент. Идеально регулярная структура может создать идеальные условия для образования ?горячих точек?. Видел последствия такого перегрева – спекание активного компонента, деформация самой насадки. Поэтому сейчас многие разработчики, включая команды, которые работают над зелеными технологиями, как, например, ООО Шанхай DODGEN по химической технологии, делают акцент на гибридных решениях. Их подход, судя по открытым материалам на https://www.chemdodgen.ru, часто связан с интеграцией процессов, где эффективность и экологичность идут рука об руку. Для их задач в области углеродной нейтральности, где важен каждый процент эффективности и минимизация выбросов, правильный выбор и дизайн каталитического блока – это основа.
От чертежа до загрузки: практические грабли
Теория теорией, но самый интересный этап – это перевод проектных решений в металл. Допуски при изготовлении. Казалось бы, мелочь. Но если ячейки в разных модулях имеют расхождения даже в полмиллиметра, при сборке в промышленный реактор диаметром несколько метров возникает щель или, наоборот, напряжение. Это не просто механический дефект. Это будущий путь для байпасирования сырья, короткое замыкание потоков. Контроль на этапе приемки – обязателен, но его часто формализуют.
Еще один момент – загрузка. Нельзя просто скидывать модули в колонну. Требуется тщательное выравнивание каждого слоя. Помню случай на одной из установок крекинга, где из-за спешки монтажники слегка сдвинули один из рядов. После пуска анализ температурного профиля показал аномалию. Остановили, вскрыли – а там уже начало формироваться закоксованное пятно именно в зоне смещения. Пришлось выгружать, сортировать, грузить заново. Простой дорого обошелся.
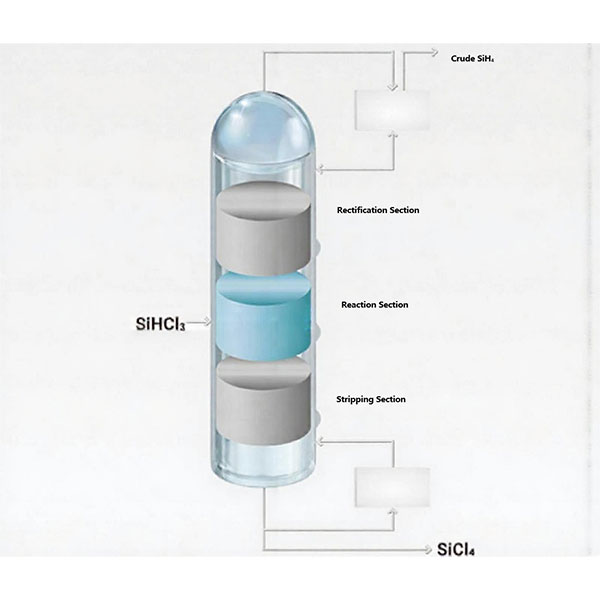
Поэтому сейчас для ответственных применений все чаще идут по пути поставки не просто насадки, а целых кассет или картриджей, собранных и выверенных производителем. Это дороже, но страхует от рисков на месте. Особенно это актуально для сложных многоступенчатых реакторов, где используется несколько типов каталитической насадки с разной функцией. Перепутать их местами – значит гарантированно получить нерабочий процесс.
Взаимодействие с катализатором: симбиоз или компромисс?
Часто заказчик выбирает насадку и катализатор у разных поставщиков. Это нормальная практика, но таит в себе риски. Метод нанесения активного слоя (пропитка, осаждение, плакирование) должен быть совместим с материалом и геометрией носителя. Адгезия – критический параметр. Был печальный опыт с одним типом керамической насадки: катализатор на основе оксидов ванадия после нескольких термоциклов начал отслаиваться чешуйками. Анализ показал разницу в коэффициентах термического расширения. Пришлось менять либо состав катализатора, либо материал основы.
С другой стороны, сама регулярная каталитическая насадка может быть спроектирована так, чтобы оптимизировать нанесение. Например, наличие микроканавок или шероховатой поверхности после специальной обработки увеличивает площадь сцепления. Некоторые производители предлагают уже готовые катализированные блоки, что снимает головную боль с совместимостью. Но здесь нужно доверять поставщику, его ноу-хау в подготовке поверхности. Компании, которые ведут полный цикл от разработки процесса до поставки оборудования, как та же DODGEN, стремящаяся стать лидером в области зеленой земли, имеют здесь преимущество. Их исследования в области полных наборов процессов, судя по описанию, подразумевают глубокую проработку таких взаимосвязей для сокращения выбросов CO2.
Важен и вопрос регенерации. Как поведет себя структура при выжиге кокса? Сохранит ли форму? Не произойдет ли спекание? Для регулярных насадок из некоторых сплавов высокие температуры в окислительной атмосфере могут быть губительны. Иногда после нескольких циклов регенерации наблюдается незначительная деформация, которая, однако, уже влияет на распределение потока. Это тот случай, когда долговечность важнее сиюминутной эффективности.
Кейс из практики: адаптация под неидеальные условия
Хочу привести пример, где пришлось отойти от учебников. Задача была в модернизации узла синтеза одного кислородсодержащего соединения. Процесс старый, сырье нестабильного качества, с колебаниями по содержанию сернистых соединений. Старая насадка – нерегулярная, керамические кольца с нанесенным катализатором – уже не обеспечивала нужной конверсии.
Было решено перейти на регулярную структуру для улучшения массопереноса. Но прямой монтаж стандартных блоков сулил проблемы с забивкой при всплесках примесей. Вместе с инженерами разработали гибридную схему: нижний, наиболее нагруженный по объему слой – это стойкая к забиванию нерегулярная насадка с тем же катализатором, а выше – два слоя регулярной каталитической насадки разной геометрии для тонкой очистки и достижения нужной глубины реакции. Это позволило поймать две цели: устойчивость к загрязнениям и высокую конечную эффективность.
Пуск прошел тяжело, потребовалась дополнительная калибровка режимов по температуре для разных зон. Но результат того стоил. Конверсия выросла на 15%, а межрегенерационный пробег даже увеличился, так как основную грязь брал на себя нижний слой, который было проще и дешевле периодически заменять. Этот опыт показал, что догматизм в выборе типа насадки вреден. Нужно смотреть на процесс комплексно.
На что смотреть сегодня и завтра
Сейчас тренд – это не просто увеличение удельной поверхности, а интеллектуальное проектирование внутреннего пространства реактора. Речь о 3D-печати металлических насадок со сложными ячейками, которые оптимизируют поток не только ламинарный, но и турбулентный. Или о комбинированных структурах, где в одном блоке совмещены зоны с разным размером каналов для многостадийных реакций.
Второе направление – материалы. Помимо нержавеющих сталей и алюминия, все активнее входят интерметаллиды и пористые керамики с программируемой структурой пор. Это уже следующий уровень, где сама насадка становится частью каталитической системы, а не просто носителем. В контексте стратегии двууглеродной экономики, которую поддерживают многие технологические компании, такие разработки бесценны. Они позволяют повысить эффективность и экологичность промышленности на принципиально новом уровне, сокращая не только выбросы CO2, но и расход сырья и энергии.
И последнее, о чем часто забывают – это моделирование. Раньше многое делалось на глазок и по аналогии. Сейчас CFD-моделирование потоков и реакций в конкретной геометрии каталитической насадки позволяет предсказать многие проблемы на стадии проектирования. Но и здесь нужна осторожность: модель хороша настолько, насколько хороши введенные в нее граничные условия и кинетические данные. Слепая вера в красивую картинку течения может привести к ошибке. Всегда нужна верификация на пилотной установке, хотя бы на одном модуле.
В итоге, что такое регулярная каталитическая насадка? Это не универсальная запчасть, а высокотехнологичный компонент, выбор и применение которого требуют глубокого понимания химии процесса, механики потоков и практических ограничений эксплуатации. Это поле для компромиссов, где идеальное решение с бумаги почти всегда корректируется реальностью цеха. И в этом, пожалуй, и заключается вся интересная и сложная работа инженера-технолога.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты




Связанный поиск
Связанный поиск- Высокоэффективность испарительная колонна
- Известный статический смеситель
- Ведущий компания по производству тонкопленочных испарителей
- Высокоэффективность сегментированная кристаллизация
- Известный технические параметры оборудования для удаления летучих компонентов нейлона
- Известный испаритель с падающей пленкой, смонтированный на салазках
- Высококачественный ребойлер с падающей пленкой
- Известный как повысить эффективность для удаления летучих компонентов
- Ведущий экстракция жидкость-жидкость с поворотного стола
- Высококачественный оборудование для статической плавки и кристаллизации