
-


-


Whatsapp

Сравнение энергопотребления для удаления летучих компонентов
Работа с летучими органическими соединениями (ЛОС) – это, на первый взгляд, про простые фильтры и адсорбенты. Но реальность часто оказывается гораздо сложнее. Зачастую клиенты приходят с предположением, что дешевле всего будет просто ?задуть? все пары, не задумываясь о последствиях для энергозатрат. А энергозатраты при удалении летучих компонентов могут быть неожиданно высокими. В этой статье я поделюсь некоторыми наблюдениями и опытом, основанным на практических проектах, чтобы показать, насколько важен детальный анализ и выбор оптимального решения. Не ждите здесь готовых формул и универсальных ответов, скорее – дискуссию, основанную на опыте.
Обзор: Энергоэффективность – не просто бонус
Энергоэффективность при удалении летучих компонентов – это не просто приятный бонус, это критически важный фактор, определяющий экономическую целесообразность всего процесса. Игнорирование этого аспекта может привести к существенно более высоким эксплуатационным расходам, чем предполагалось изначально. Поэтому, прежде чем выбирать оборудование или технологию, нужно понимать, что энергозатраты – это не просто процент от стоимости оборудования, а постоянный и значительный расход, который нужно тщательно учитывать. Стремление к энергосбережению сейчас не просто тренд, а необходимость, особенно в условиях растущих цен на энергию и ужесточения экологических норм.
Влияние типа ЛОС на выбор технологии
Первый и, пожалуй, самый важный шаг – это правильная идентификация ЛОС и их физико-химические свойства. Разные ЛОС требуют разных подходов. Например, для удаление легковоспламеняющихся ЛОС чаще используют адсорбцию, а для менее летучих – абсорбцию или мембранные технологии. При этом, выбор абсорбента или мембраны напрямую влияет на энергозатраты на регенерацию или переработку.
Мы, например, столкнулись с ситуацией, когда клиент хотел удалить небольшое количество растворителя из технологического потока. Изначально предлагалось использование простого адсорбционного фильтра. Однако, после анализа состава потока и свойств адсорбента выяснилось, что после насыщения фильтр требует высокой температуры для регенерации. Это приводило к огромным энергозатратам и, в итоге, к неэкономичности всей системы. Более эффективным решением стала использование пленочной абсорбции с последующей регенерацией при более низкой температуре.
Оценка энергопотребления различных методов удаления ЛОС
Давайте рассмотрим несколько популярных методов удаления летучих компонентов и их энергопотребление. Это не точная таблица, а скорее ориентировочная оценка, основанная на нашем опыте.
- Адсорбция: энергозатраты на регенерацию адсорбента (температура, давление, время). Значительно зависит от типа адсорбента и его характеристик.
- Абсорбция: энергозатраты на нагрев абсорбента для высвобождения ЛОС. Часто требует использования теплообменников и может быть довольно энергоемкой.
- Мембранные технологии (например, пермеация): энергозатраты на поддержание разности давления или перекачку потока. Энергоэффективность зависит от типа мембраны и давления.
- Испарение: очень энергоемкий способ, требующий нагрева потока до температуры кипения ЛОС. Применяется реже, в основном для небольших объемов.
- Ультразвуковая абсорбция/адсорбция: теоретически потенциально энергоэффективный метод, но требует значительных инвестиций в оборудование и находится на стадии развития.
При выборе метода удаления летучих компонентов важно учитывать не только первоначальные инвестиции в оборудование, но и долгосрочные операционные расходы, включая энергозатраты на его работу и обслуживание. Оценка этих расходов должна проводиться на основе реальных данных о составе потока, требуемой чистоте и планируемом объеме производства.
Практический пример: Оптимизация процесса удаления растворителя в лакокрасочной промышленности
Недавно мы работали с производителем лакокрасочных материалов. Они использовали традиционный метод выпаривания растворителя, который был крайне энергозатратным и неэкологичным. Мы провели анализ их производственного процесса и предложили заменить выпаривание на систему вакуумной дистилляции с регенерацией растворителя. Эта система позволила снизить энергопотребление на 60% и значительно уменьшить выбросы ЛОС. Нам удалось это достичь за счет оптимизации процесса регенерации и использования эффективных теплообменников. Ключевым моментом стало внедрение автоматизированной системы управления, которая позволяет точно контролировать температуру и давление в процессе дистилляции. Использование энергосберегающих технологий здесь сыграло решающую роль.
Особенности регенерации растворителя и ее влияние на энергозатраты
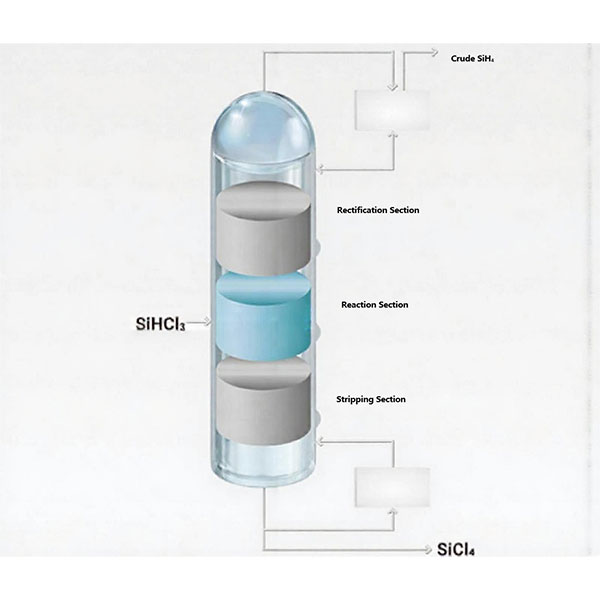
Эффективность регенерации растворителя – это ключевой фактор, определяющий экономическую целесообразность системы удаления летучих компонентов. Существует несколько способов регенерации, каждый из которых имеет свои особенности и энергозатраты. В частности, можно использовать вакуумную дистилляцию, адсорбцию на активированном угле, мембранные технологии и другие методы.
Вакуумная дистилляция позволяет снизить температуру кипения растворителя, что значительно снижает энергозатраты. Однако, для поддержания вакуума требуется дополнительное оборудование и обслуживание. Адсорбция на активированном угле – это простой и недорогой способ регенерации, но он требует периодической замены адсорбента. Мембранные технологии позволяют регенерировать растворитель при относительно низких температурах, но они требуют высокой степени чистоты потока и могут быть чувствительны к загрязнениям.
Использование теплообменников для повышения энергоэффективности процесса регенерации
Теплообменники играют важную роль в повышении энергоэффективности процесса регенерации. Они позволяют использовать тепло от одного потока для нагрева другого, тем самым снижая потребность в энергии. При выборе теплообменника необходимо учитывать его теплопередачу, давление и температуру рабочих сред. Мы часто используем пластинчатые теплообменники, которые обладают высокой теплопередачей и компактными размерами.
Проблемы и решения: На практике не всегда все гладко
Конечно, не все проекты удаются с первого раза. В процессе работы мы сталкивались с разными проблемами. Например, в одном проекте мы не учли возможность образования осадка в системе абсорбции, что привело к снижению эффективности и увеличению энергозатрат. Решение этой проблемы потребовало установки фильтров для предварительной очистки потока и регулярной промывки системы абсорбции. Необходимо всегда учитывать возможные отклонения в составе потока и предусматривать меры по их предотвращению.
Еще одна распространенная проблема – это неточность данных о составе потока. Если данные о составе потока не соответствуют действительности, то выбор метода удаления летучих компонентов может быть неоптимальным. Поэтому, важно проводить тщательный анализ состава потока перед проектированием системы. Не стоит полагаться только на паспортные данные, лучше провести собственные анализы и лабораторные исследования.
Контроль и мониторинг энергопотребления в реальном времени
Для обеспечения максимальной энергоэффективности важно осуществлять контроль и мониторинг энергопотребления в реальном времени. Это позволяет оперативно выявлять отклонения от нормы и принимать меры по их устранению. Мы часто используем системы автоматизированного мониторинга, которые позволяют отслеживать энергопотребление различных узлов системы и формировать отчеты о ее работе. Это помогает оптимизировать процесс работы системы удаления летучих компонентов и снизить энергозатраты.
Заключение: Комплексный подход – залог успеха
Итак, удаление летучих компонентов – это не просто техническая задача, а комплексный процесс, требующий учета многих факторов. Энергоэффективность играет ключевую роль в экономичности и экологичности всего процесса. Не стоит экономить на детальном анализе и проектировании. Важно учитывать состав потока, свойства ЛОС, особенности регенерации и возможность возникновения проблем. И, конечно, необходимо осуществлять контроль и мониторинг энергопотребления в реальном времени.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты



Связанный поиск
Связанный поиск- Превосходный наполнитель с неправилами
- Высокоэффективность кристаллизатор падающей пленки
- Экстракционная башня с поворотным столом
- Цена кристаллизатора для плавления двойной падающей пленки
- Превосходный трубчатое статическое смесительное оборудование
- Превосходный кристаллизация расплава
- Превосходный устройство для кристаллизации расплава
- Технология кристаллизации расплава
- Превосходный первичный кристаллизатор
- структурированная каталитическая насадка